Die Entwicklungszyklen in der Elektronikindustrie werden immer kürzer und die Geschwindigkeiten immer höher. Dabei werden neben aktiven Bauelementen wie beispielsweise Prozessoren, integrierten Schaltkreisen (IC) und Transistoren auch passive Bauelemente wie beispielsweise Widerstände, Kondensatoren und Steckverbinder mit einem erhöhten Automatisierungsgrad auf Leiterkarten bestückt.
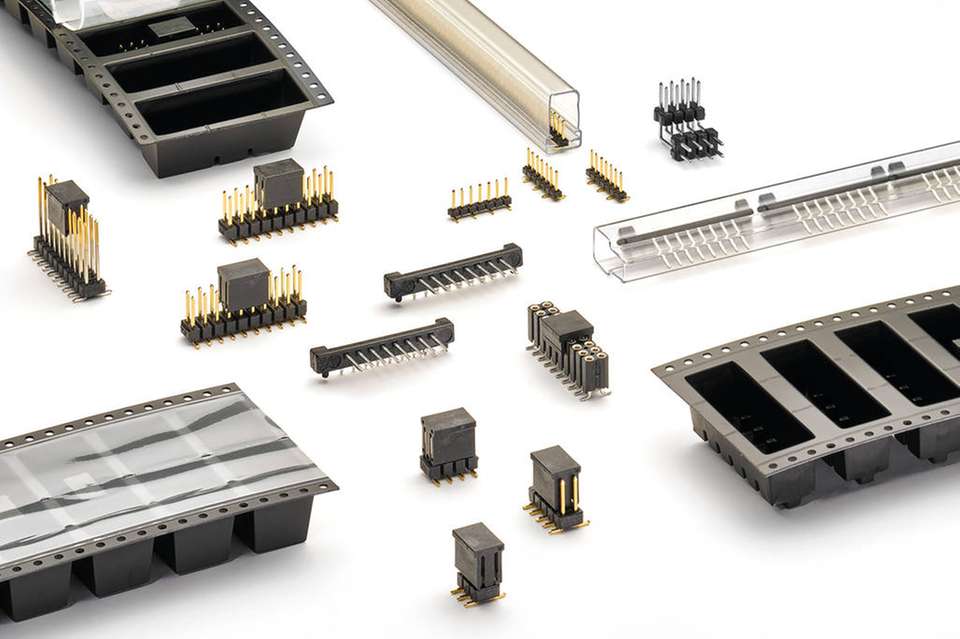
Besonders bei elektromechanischen Bauelementen wie Steckverbindern ist ein Ende des Automatisierungsprozesses nicht in Sicht. Dabei werden neben den jahrelang verwendeten Stangenmagazinen mehr und mehr tiefgezogene Blistergurte aufgerollt auf einer 13 Zoll großen Spule. Diese Art der Verpackung wird in Fachkreisen „Tape & Reel“ genannt.
Ablauf der automatengerechten Bestückung
Leiterkartensteckverbinder und andere elektronische Bauelemente werden jeweils über das gleiche Prinzip bestückt. Dabei spielt es keine erhebliche Rolle, ob die Bauteile in einem Stangenmagazin oder einem Blistergurt verpackt sind.
Sowohl die Stangenmagazine als auch Blistergurte werden einem sogenannten automatischen Feeder-System zugeführt. Die wörtliche Übersetzung „Fütterungssystem“ lässt schon erahnen, wie die Anlage aufgebaut ist. Der Feeder fördert die einzelnen Steckverbinder oder andere elektronische Bauelemente über ein Fördersystem hin zu einem Bestückungsroboter.
Bei Stangenmagazinen wird häufig ein Revolvermagazin verwendet, damit der Leiterkartenbestücker den Feeder nicht so häufig befüllen muss. Im Vergleich dazu wird bei der Technologie Tape & Reel kein zusätzliches Magazin benötigt, da auf einer Spule je nach Bauteilgeometrie bis zu 2.400 Steckverbinder verpackt werden können.
Hierbei wird der Blistergurt immer um eine Kavität nach vorne gefördert, die verschweißte Folie abgestriffen und das Bauteil aus dem Blistergurt entnommen. Die elektromechanischen Bauelemente werden für eine bessere Handhabung des Bestückungsroboters mit einer Kaptonscheibe oder einer Bestückungshilfe versehen. Diese beiden Bauteile dienen der Oberflächenvergrößerung, da viele Bestückungsroboter, neben einem Greifer, über eine Venturidüse verfügen.
Die Steckverbinder werden vorzugsweise über einen pneumatischen Greifer mit der Venturidüse aufgenommen und auf die vorgesehene Stelle auf der Leiterkarte platziert. Dabei wird in der Venturidüse ein Unterdruck erzeugt, welcher das Ansaugen des Steckverbinders bewirkt. Der Unterdruck wird solange aufrechterhalten, bis der Steckverbinder auf der Leiterkarte platziert wurde. Wenn ein Greifersystem implementiert ist, nimmt der Roboterarm mit dem Greifer den Steckverbinder auf und platziert ihn ebenso auf der Leiterkarte.
Nachdem alle aktiven und passiven Bauelemente auf der Leiterkarte bestückt wurden, werden die Bauelemente auf der Leiterkarte verlötet. Dabei wird bei Bauelementen, die der Through-Hole-Technology zugeordnet werden, das Wellenlöten angewendet, um die Bauteile zu kontaktieren. Dabei fährt die Leiterkarte über eine Lötwelle, wobei die Kontaktstifte der Bauteile an der Unterseite der Leiterkarte mit Lot überzogen werden.
Bei oberflächenmontierten Bauelementen (SMD) werden die Bauelemente auf chemisch aufgetragene Lötpads aufgelegt und durch einen Reflow-Ofen gefahren. In diesem wird die Temperatur von Zone zu Zone immer weiter erhöht, bis eine Löttemperatur von circa 260 °C erreicht wurde. Bei dieser Temperatur ist das Lötzinn vollständig aufgeschmolzen und benetzt somit die SMT-Kontakte der elektronischen Bauelemente. Anschließend wird die Temperatur in den nachfolgenden Zonen langsam heruntergeregelt, sodass es nicht zum Aufplatzen der Benetzungsschicht kommt.
Automatisierte Bestückung per Stangenmagazin
Das Stangenmagazin war die erste Verpackungsform, die sowohl robust für den Transport von elektronischen Bauelementen als auch für die automatisierte Bestückung dieser Bauelemente geeignet war. Viele elektronische Bauteile wurden in den Anfängen zu Tausenden und Millionen von Teilen in einem Karton transportiert. Dabei gab es ein hohes Risiko von verbogenen Stiftkontakten, welche zum Einlöten auf der Leiterkarte verwendet werden.
Gerade bei filigranen Bauteilen gab es für den Kunden immer wieder Probleme mit verbogenen oder abgebrochenen Einlötkontakten. Durch die Entwicklung von Stangenmagazinen wurde dieser Problematik entgegengesteuert. Die elektronischen Bauteile werden in den Stangenmagazinen hintereinander aufgereiht.
Damit wird das Risiko eines Verhakens oder Abbrechens der Stiftkontakte minimiert. Bevor die elektronischen Bauteile in das Stangenmagazin eingelegt werden, erfolgt insbesondere bei Leiterkartensteckverbindern eine Bestückung mit einer sogenannten Bestückungshilfe. Diese Bestückungshilfe besteht aus einem Kunststoffkörper, welcher eigens auf die Geometrie der Stift- und Buchsenkontakte des Steckverbinders angepasst ist.
Die Oberseite der Bestückungshilfe besitzt im Vergleich zu den Steckkontakten eine große und glatte Fläche, welche der besseren Verarbeitung der Steckverbinder bei der Bestückung auf der Leiterkarte dient. Stangenmagazine können nicht universell für jeden Leiterkartensteckverbinder eingesetzt werden, sondern müssen jeweils auf die geforderten Geometrien des Steckverbinders abgestimmt werden.
Tape & Reel verändert die automatengerechte Bestückung
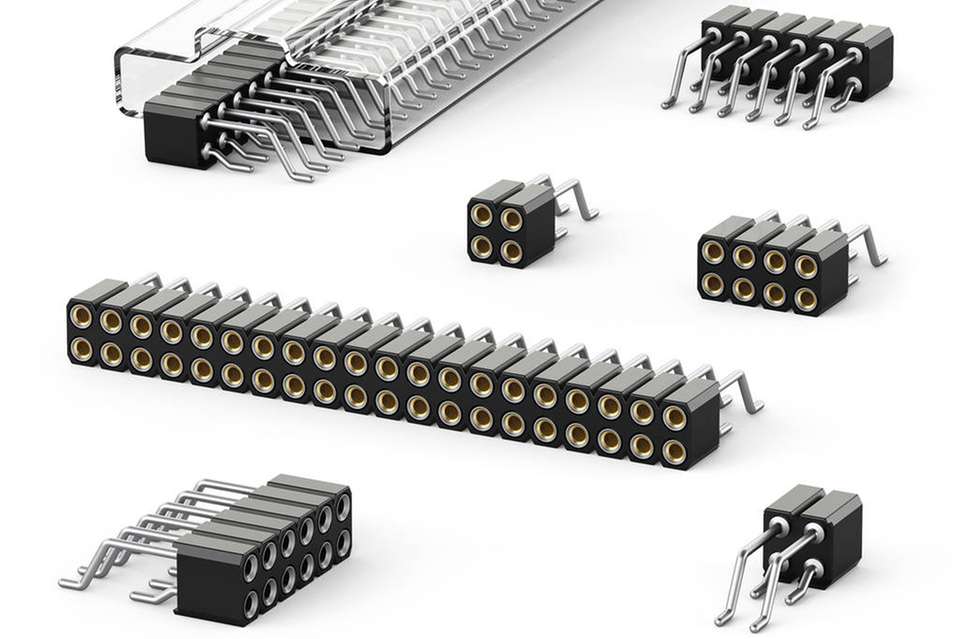
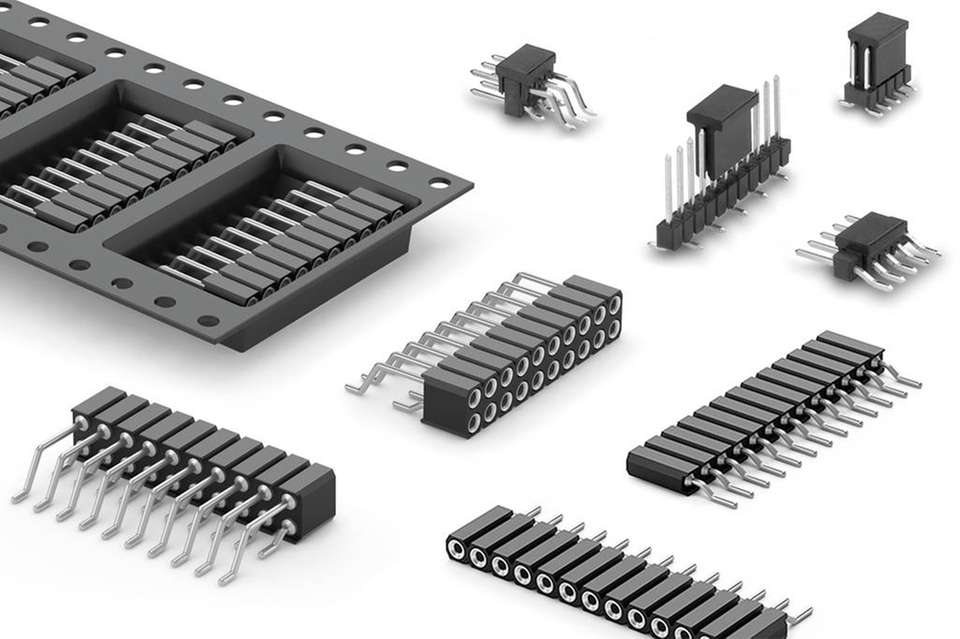
Durch die Entwicklung von Tape & Reel wurde der Automatisierungsgrad bei der Bestückung von Steckverbindern und weiteren elektronischen Bauelementen drastisch erhöht. Tape & Reel ist ein tiefgezogener Blistergurt, welcher mit Steckverbindern oder anderen elektronischen Bauteilen bestückt wird, anschließend mit einer Folie zugeschweißt und zu guter Letzt auf einer Spule aufgewickelt wird.
Dabei wird jeweils der Blistergurt auf die Geometrie des Steckverbinders angepasst und über eine zugeführte Wärmequelle tiefgezogen. Die Wandstärke des Blistergurtes beträgt in den meisten Fällen zwischen 0,2 und 0,5 mm. Die Breite des Gurtbandes ist auf vier Größen genormt: 28, 44, 56 und 72 mm. Dies wurde so festgelegt, damit die Leiterkartenbestücker ihre Bestückungsautomaten nicht auf jeden Gurt neu einstellen müssen.
Um die Steckverbinder reibungslos und ohne Beschädigung aus dem Blistergurt entnehmen zu können, werden die meisten Steckverbinder mit einer Bestückungshilfe ausgestattet. Diese Bestückungshilfe ist ebenfalls auf das Bauteil angepasst. Pro Kavität des Blistergurtes wird nur ein Bauteil eingelegt, damit ein Verhaken von mehreren Bauteilen ausgeschlossen wird.
Damit die automatisierte Bestückung reibungslos ablaufen kann, müssen die Bauteile jeweils auf der gleichen Position in der Kavität des Blistergurtes eingelegt sein, sodass der Roboterarm das Bauteil fehlerfrei erkennen und aus dem Blistergurt entnehmen kann.
Tape & Reel und Stangenmagazine im Direktvergleich
Die Vorteile von Tape & Reel sind die Nachteile vom Stangenmagazin. Umgekehrt sind die Vorteile des Stangenmagazins die Nachteile vom Tape & Reel.
Einerseits liegen die Vorteile in den wesentlich höheren Stückzahlen, die auf einem Blistergurt verpackt werden und somit einen höheren Automatisierungsgrad ermöglichen. Andererseits sind die Steckverbinder einzeln in den Kavitäten des tiefgezogenen Blistergurtes verpackt, womit ein Verhaken der Steckverbinder vollkommen ausgeschlossen ist.
Bei den Stangenmagazinen ist die Anzahl der Steckverbinder durch die standardmäßige Länge von 550 mm begrenzt. Somit muss das Revolvermagazin bei hohen Stückzahlen häufiger manuell aufgefüllt werden.
Vorteil von der begrenzten Länge und dem Revolvermagazin ist jedoch, dass selbst in der Prototypenphase eine automatisierte Bestückung der elektronischen Bauelemente gewährleistet ist. Somit kann der Kunde in der Prototypenphase oder bei geringeren Stückzahlen auf das Stangenmagazin zurückgreifen, um eine automatisierte Bestückung zu vollziehen und bei einer großen Serienfertigung den Schritt hin zu Tape & Reel machen, damit der automatisierte Bestückungsprozess nicht durch ständiges Wechseln und Befüllen der Stangenmagazine unterbrochen wird.
Fazit
Zusammenfassend lässt sich festhalten, dass sich sowohl Stangenmagazine als auch Tape & Reel als Verpackungsformen für die automatisierte Bestückung von elektronischen Bauteilen in den vergangenen Jahren etabliert haben. Der Trend geht eher hin zu Tape & Reel, da durch diese Technologie ein höherer Automatisierungsgrad möglich ist und Tape & Reel im Vergleich zu Stangenmagazinen weniger Fehlerquellen beinhaltet.
Zusätzlich werden auch immer mehr Blistergurte entwickelt und eingerichtet, da die Anzahl der Steckverbinder und elektronischen Bauteile in den vergangen zehn Jahren stetig angestiegen und ein Ende dieses Trends noch nicht ersichtlich ist. Dennoch werden gerade in der Prototypenphase oder bei kleineren Stückzahlen auch die Stangenmagazine ihre Daseinsberechtigung behalten.