Prozessingenieure und Betriebsleiter finden sich oft in einer Sandwich-Position wieder, bei der das Management genaue Zahlen zu Verlusten oder verfügbaren Potenzialen fordert und gleichzeitig die kontinuierliche Verbesserung des Prozesses mit den Produktionsmitarbeitern vorangetrieben werden muss. Darüber hinaus führt der übliche Drei-Schicht-Betrieb mit ständig wechselnden Teams zu Herausforderungen bei der Kommunikation, bei der Bewertung der Verlustursachen, beim Etablieren von standardisierten Best Practices und beim Nachverfolgen von Verbesserungen. An dieser Stelle schlagen digitale Lösungen auf der MES-Ebene die Brücke und können zu einem wertvollen Werkzeug zur die Steigerung der Anlageneffektivität werden.
OEE als Schlüssel zum Erfolg
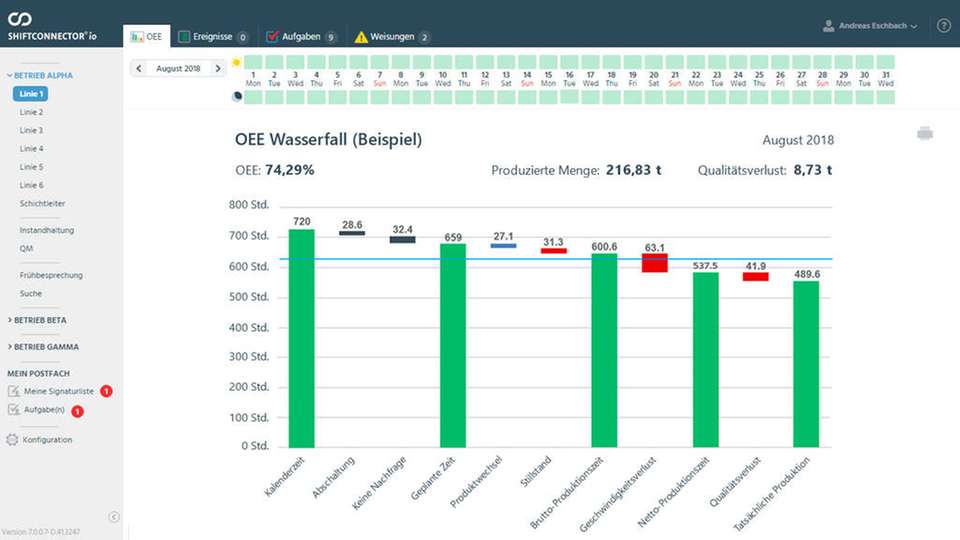
Auf der Suche nach geeigneten Messkriterien der Anlageneffektivität rückt oft die Kennzahl OEE (Overall Equipment Effectiveness) in den Fokus. OEE bezeichnet ein vom Japan Institute of Plant Maintenance entwickeltes Maß für die Wertschöpfung einer Anlage. Mit dieser Kennzahl können auf einen Blick sowohl die Produktivität, als auch die Verluste der Anlage dargestellt werden.
Darüber hinaus können im Rahmen von OEE weitere Kennzahlen für die Produktionsebene berechnet werden, beispielsweise Anlagenverfügbarkeit oder Produktionsgeschwindigkeit. Bei der Berechnung von OEE werden Verfügbarkeits-, Geschwindigkeits- und Qualitätsverluste prozentual ausgewertet. Einmal sauber erfasst, lassen sich die OEE-Daten neben dem typischen Wasserfalldiagramm auch für vielseitige Auswertungsanforderungen einsetzen, vom monatlichen Plan-Ist-Vergleich produzierter Mengen bis zu einer detaillierten Aufstellung der größten Performancekiller. „Wir haben OEE seit längerer Zeit erfolgreich auf Basis einer selbst entwickelten Datenbanklösung in Pilotbereichen eingesetzt, um den Nutzen einer solchen Anwendung zu testen“, sagt Iris Schnell, Lean Six Sigma Black Belt bei Budenheim, einem weltweit tätigen Spezialchemie-Hersteller.
„Da wir vom Erkenntnisgewinn durch die Erhebung der Daten und Zusammenhänge überzeugt waren, wollten wir den nächsten Schritt gehen und mit einer professionellen, schnittstellenfähigen Lösung die Schichtbücher und die OEE-Erhebung kombinieren und in alle Produktionsbereiche ausrollen“, sagt auch Armin Horn, der anfänglich als Betriebsmeister bei der Einführung maßgeblich beteiligt war und heute als System-Administrator das Tool und seine Weiterentwicklung betreut. „Diese Kombination sollte vor allem die tägliche Arbeit unserer Produktionsverantwortlichen unterstützen, die bisher viel Zeit für das Eintragen und Suchen in Listen, Blättern und Dateien investierten.“ Ein Überblick über vergangene und anstehende Vorkommnisse, Produktionen und Störungen müsse in Sekundenschnelle möglich sein. Zudem sollte die Software gut strukturiert und intuitiv bedienbar sein sowie in die bestehende Systemlandschaft passen. „Wir wollten kein Mess-Tool, sondern ein wirkliches Unterstützungs-Tool“, verdeutlicht Horn.
Business Intelligence greift zu kurz
Die Umsetzung entsprechender Reporting-Systeme ist jedoch keine leichte Aufgabe. „Das Interesse an OEE ist in der gesamten Prozessindustrie ziemlich hoch, doch vielen Produktionsbetrieben fehlt ein passender Lösungsansatz“, weiß Andreas Eschbach, Gründer und Geschäftsführer vom Softwarehaus Eschbach. Oft ist die fehlende Auswertungsmöglichkeit der Treiber für die Suche nach einer Lösung.
Um den Prozess zu verbessern, werden im ersten Schritt dann häufig Business-Intelligence-Plattformen evaluiert. Diese können zwar die Performance visualisieren – doch es gibt ein entscheidendes Problem. „Viele Anbieter stellen visuelle Auswertungen in den Vordergrund, aber die eigentliche Herausforderung ist eine ganz andere“, ergänzt Eschbach. „Irgendwoher müssen belastbare Daten in die Auswertungen kommen. Dafür reichen die Tabellen der Prozesshistorienserver alleine nicht aus. Vielmehr bieten diese Maschinendaten die Basis, um das wertvolle Wissen der Mitarbeiter in der Produktion zu integrieren.“
Agile Problemlösung ermöglichen
Anlagenfahrer sind die Piloten von komplexen und zum Teil hochautomatisierten Prozessen. Sie sind rund um die Uhr mit der Anlage in Kontakt. „Wenn die Produktionsteams eine Situation gut analysieren und in kritischen Situationen die richtigen Entscheidungen treffen, kann dies einen entscheidenden Einfluss auf die Erfolgskennzahlen eines Betriebs haben“, sagt Schnell.
Vor diesem Hintergrund müssen die Mitarbeiter auf der Produktionsebene, vom Anlagenfahrer über den Schichtführer zum Prozessingenieur, voll in die kontinuierliche Verbesserung integriert werden. Auswertungen der Anlageneffizienz dürfen deshalb nicht nur für die Werksleiterebene und das Management bestimmt sein, sie müssen gerade auch auf dem Shopfloor detaillierte Informationen liefern, damit schnell und agil informierte Entscheidungen getroffen werden können. Dazu zählen beispielsweise eine Aufschlüsslung der größten Verlustursachen und eine durchsuchbare Historie aller Verluste der vergangenen Jahre.
„Wir haben uns für ein Schichtbuch mit integrierter OEE-Funktionalität entschieden, den sogenannten Shiftconnector“, erklärt Schnell. „Die Lösung fügt sich nahtlos in die Abläufe unseres Schichtbetriebs ein und gibt unseren Mitarbeitern in der Produktion ein vollständiges Bild von den Ereignissen in der Anlage.“ Funktionen wie beispielsweise die Instandhaltung können ebenfalls auf diese Daten zugreifen; ein Vorteil für die Schadensanalyse und Ermittlung von geeigneten Maßnahmen.
Da auch weitere wichtige Funktionen, wie Produktionsplanung, Qualität, Materialentwicklung oder Controlling, Zugang zum Shiftconnector haben, „führt dies zu einem erhöhten Verständnis und verbesserter Kommunikation untereinander“, ergänzt Schnell. „Gleichzeitig kann die Lösung werks- und produktionslinienübergreifend standardisiert werden, um Berichte für Stakeholder auf Management-Ebene zu erstellen.“
Manuelles Erfassen von Verlustdaten
Nicht alle OEE-Daten müssen aus dem Prozess selbst generiert werden. Daten von Sensoren können mit dem Datenmanagement von Prozesshistoriensystemen aufbereitet werden. Verfügbarkeits- oder Geschwindigkeitsverluste lassen sich aus verschiedensten Datenpunkten der Anlage live konstruieren und als Events speichern, aus denen wiederum die OEE-Kennzahl errechnet werden kann.
Die auf diese Weise ermittelten Verlustdaten haben jedoch eine niedrige Informationstiefe und sind oft zu abstrakt, um Wissen für den kontinuierlichen Verbesserungsprozess abzuleiten. Ob ein Geschwindigkeitsverlust beispielsweise tatsächlich ein Equipmentproblem war, oder ob man wegen geringer Marktnachfrage einige Testchargen eines neuen Produktes mit längerer Laufzeit produziert hat, lässt sich mit etwas zeitlichem Abstand kaum noch nachvollziehen. Die Zusammenhänge müssen deshalb miterfasst und gespeichert werden. „Manchmal können Sensoren auch irreführende Informationen liefern. Bei nicht vollintegrierten Anlagensteuerungssystemen kann zum Beispiel ein Durchflussmesser an sich nicht zuverlässig zwischen Produktions- und Reinigungsvorgängen am Bottleneck unterscheiden“, ergänzt Schnell.
Die Produktionsmitarbeiter werden oft noch zu wenig in die Performancemessung und deren Dokumentation integriert. Dabei könnten gerade sie bei Stillständen oder Performance- und Qualitätsverlusten den fehlenden Kontext liefern. „Die Dokumentation der Verluste geht eben durch die Hand ins Gedächtnis“, betont Schnell. „Die Reflektion der Ereignisse beim Aufschreiben von Verlusten ist also ein wichtiges Ritual. Benötigt wird hierzu aber auch eine offene und konstruktive Lernkultur.“ Das Streben nach einer vollautomatisierten Verbuchung von Verlusten aus Sensordaten lässt Lücken in den Daten zurück und führt dazu, dass wichtige Informationsbeiträge der Schichtteams fehlen. Der Faktor Mensch sorgt mit seinen Ergänzungen für eine wesentlich differenziertere Datenbasis, um richtig zu analysieren, wo, wann und warum Verluste auftreten.
Einfachheit und Klarheit schaffen
Wenn der Faktor Mensch in das OEE-Konzept integriert werden soll, spielt die Bedienerfreundlichkeit der eingesetzten Lösung eine entscheidende Rolle. Lösungen zur Ermittlung der Anlageneffektivität sind bisweilen für unterschiedlichste Stakeholder optimiert. Entscheidend für den Erfolg auf der Produktionsebene ist aber, ob Anlagenfahrer und Schichtführer ausreichend berücksichtigt wurden. „Drei Klicks zum Wählen des Verlustgrunds können schon zu viel sein,“, sagt Veit Hora, Produktmanager bei Eschbach. „Wenn die Bedienung nicht flüssig wie in einer Smartphone-App abläuft, wird die Genauigkeit der erfassten Daten leiden.“
Zur einfachen Bedienbarkeit zählt aber nicht nur das Design der OEE-Software selbst. Es ist ebenso wichtig, die Verbuchung der Verluste methodisch einfach zu gestalten. Beispielsweise sollte die Auswahl der Verlustgründe mit Vertretern aus der Produktion abgestimmt werden, damit Verluste korrekt und ohne Zweifel bei der Erfassung verbucht werden können.
Gerade in komplexen Vielzweckanlagen oder bei der Neueinführung von OEE kann es außerdem sinnvoll sein, normale Prozessschwankungen von relevanten Problemen zu unterschieden, damit Abweichungen vom normalen Betrieb schneller erkannt und korrigiert werden können. Dies kann die OEE-Software mit einem geeigneten Algorithmus übernehmen. „Ziel ist, die Aufmerksamkeit zuerst auf die entscheidenden Probleme zu konzentrieren, bei denen der Optimierungshebel am größten ist“, führt Hora aus.
Digitalisierung für das ganze Team
Die kontinuierliche Verbesserung ist wie ein Teamsport mit unterschiedlichen Positionen. Die Rollen in einem Produktionsbetrieb können mehr bewegen, wenn sie reibungslos zusammenarbeiten. An dieser Stelle setzt die Digitalisierung viel Potenzial frei. „In unserer langjährigen Beratungserfahrung auf dem Shopfloor wissen wir, dass Schnittstellen Gold wert sind“, so Geschäftsführer Eschbach. „Niemand in der Produktion möchte fünf verschiedene Softwareprogramme lernen, nur um eine Aufgabe zu erfüllen.“
Auf dem MES-Layer kann eine OEE-Lösung per Schnittstelle relevante Daten aus Prozessleitsystemen sowie der Planungs- und ERP-Software in einem Dashboard zusammenführen. Dadurch entsteht die nötige Live-Transparenz im Betrieb, um Produktionsziele und Abweichungen zu verfolgen. Bei der Verbuchung von Verlusten lassen sich schwerwiegende Probleme idealerweise direkt in die Frühbesprechung eskalieren, während technisch bedingte Ausfälle direkt als Auftrag an das CMMS-System (Computerized Maintenance Management System) für die Instandhaltungsplanung- und -steuerung gesendet werden können. Die idealtypische OEE-Lösung integriert alle relevanten Mitarbeiter und Systeme für die Steigerung der Anlageneffektivität.
Zusammengefasst: Entscheidende Faktoren
Menschen und Technologie sind zwei entscheidende Faktoren für die Implementierung einer OEE-Lösung, die sowohl zur Arbeitsweise im Betrieb als auch zur Anlage passt. Eine vollständig automatisierte Lösung kann keine ausreichende Informationstiefe bieten. Die entscheidenden Zusammenhänge und Details können einzig die Mitarbeiter in der Produktion liefern.
Wenn ein OEE-System einfach und benutzerfreundlich ist, kann die Akzeptanz auf Produktionsebene gefördert werden. Eine flüssige Bedienung erhält die Motivation beim Erfassen der Daten und steigert die Wahrscheinlichkeit einer nachhaltigen Nutzung.
Durch Schnittstellen zu den bereits vorhandenen erfolgskritischen Systemen des Betriebs entsteht eine Infrastruktur für hohe Datenqualität. Damit wird eine OEE-Initiative zu einem grundlegenden Element bei der kontinuierlichen Verbesserung im Anlagenbetrieb.