Druckbehälter, Rohrleitungen und andere drucktragende Bauteile sind oft Teil einer überwachungsbedürftigen Anlage. Nach Betriebssicherheitsverordnung (BetrSichV) sind diese wiederkehrend prüfpflichtig – unter anderem auf Dichtigkeit, Rissbildung und/oder möglichen Korrosionsfortschritt.
Die klassische Überwachung sieht vor, eine innere Prüfung mit Innenbesichtigung durchzuführen. Das ist jedoch zeit- und kostenintensiv, da die Behälter zuvor entleert und aufwendig gereinigt werden müssen. Hinzu kommen die dafür notwendigen Vorkehrungen beim Arbeits- und Umweltschutz und natürlich auch die Kosten für den Produktionsausfall durch das Herunterfahren der Anlage.
Innere Prüfung ohne Betriebsstillstand
Gut, dass es Alternativen gibt: wie zum Beispiel die Schallemissionsprüfung (SEP, englisch: Acoustic Emission Testing, AET oder AT). Sie kann die Innenbesichtigung bei der inneren Prüfung eines Druckgeräts ersetzen und zudem als Überwachungstool, auch im Sinne des Arbeitsschutzes, bei einer Festigkeitsprüfung zum Einsatz kommen.
Unter bestimmten Voraussetzungen kann das Prüfobjekt im laufenden Betrieb getestet werden. Entsprechend der Betriebsweise, dem Ausschluss von einigen Schadenmechanismen und den Gegebenheiten vor Ort ist es also möglich, auf das Entleeren und Reinigen der Druckbehälter zu verzichten – und so den dafür nötigen Aufwand an Zeit, Organisation und Geld zu sparen.
Für die SEP bedarf es keiner Abstellung der Gesamtanlage im klassischen Sinne; eine Anpassung seitens des Prüfdrucks ist aber während der Messung erforderlich. Bei der Prüfung eines Druckbehälters als Ersatz für die Innenbesichtigung sollte der Prüfdruck PTSEP das 1,1-fache des maximal im laufenden Betrieb auftretenden Betriebsdrucks POP betragen. Das Belastungsniveau bei dieser Druckaufbringung liegt also über dem realen Betriebszustand.
Schallwellen erzeugen und messen
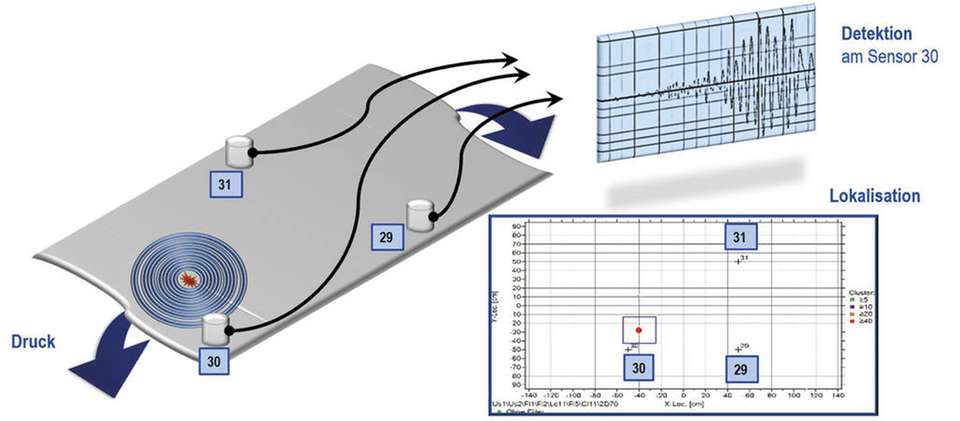
Die SEP gehört zu den Zerstörungsfreien Prüfverfahren (ZfP) und erlaubt die integrale Detektion und Ortung von Leckagen und Fehlern. Das Aufbringen des Prüfdrucks erzeugt strukturelle Änderungen im Gefüge des metallischen Werkstoffs. Dazu zählen unter anderem lokale plastische Verformungen oder das Risswachstum. Schallemission entsteht durch einen mechanischen Bewegungssprung, vergleichbar mit einem Ruck, der seine Umgebung anstößt. Diese gibt elastisch nach und federt zurück, was eine transiente elastische Schallwelle erzeugt, die sich von der Quelle ausgehend ausbreitet.
Piezoelektrische Sensoren, die in der Regel als Resonanzaufnehmer arbeiten, nehmen die Schallwellen auf. Die Signale werden mit einer geeigneten Messtechnik aufgezeichnet und verarbeitet, um die Schallemissionsquellen (SE-Quellen) zu detektieren und zu orten. Mit einer relativ kleinen Anzahl von Sensoren an festen Positionen kann eine Struktur zu 100 Prozent überwacht werden. Auch Großbehälter und Druckgeräte mit komplexen Geometrien und schwer zugänglichen Bereichen sowie Einbauten lassen sich einfach und zuverlässig prüfen.
Die Schallemissionsprüfung detektiert die dynamische Reaktion des Werkstoffs auf die aufgebrachte Prüflast. Das empfindliche Messverfahren horcht sozusagen in den Werkstoff hinein und zeichnet die Defekte während des Entstehens beziehungsweise des Weiterwachsens auf. Damit ist die Prüfmethode echtzeitfähig und kann auch zur Überwachung einer Gasdruckprüfung als Arbeitsschutzmaßnahme eingesetzt werden. Es erkennt frühzeitig ein bevorstehendes Versagen des Prüfobjektes. Damit kann der Prüfvorgang immer noch rechtzeitig unterbrochen beziehungsweise abgebrochen werden.
Ergebnisse bewerten und Maßnahmen einleiten
Die aufgenommenen Signale werden gemäß ihrer örtlichen Anhäufung in Cluster eingeteilt. Der Grad der Aktivität eines Bereichs lässt sich aus der Anzahl der gefundenen Signale innerhalb eines Clusters ableiten.
Zur Bewertung der Ergebnisse ist es sinnvoll, die Anzeigen und Cluster entsprechend ihrer SE-Aktivität und -Intensität in drei Klassen einzuteilen. So können das gegebenenfalls weitere Vorgehen und die umzusetzenden Maßnahmen geplant werden. Die quantitativen Bewertungskriterien und die daraus abzuleitenden Maßnahmen sollten der Anlagenbetreiber und die Prüforganisation im Vorfeld der Prüfung gemeinsam vereinbaren und in einer schriftlichen Anweisung festhalten.
Praxisbeispiel: Prüfung eines Großbehälters
Wie schon erwähnt: Auch Großbehälter können mit einer Schallemissionsprüfung problemlos überwacht werden. Das zeigt folgendes Beispiel aus der Praxis: TÜV Süd wurde mit der Prüfung einer C4-Trennkolonne bei einem Raffineriebetreiber beauftragt. Geplant war, eine SEP im Zusammenhang mit der inneren Prüfung der Kolonne als Ersatz für die Innenbesichtigung im laufenden Betrieb durchzuführen.
Der aus schweißbarem Feinkornbaustahl (P355 NH) hergestellte Großbehälter der Trennkolonne aus dem Jahre 2006 war wie folgt aufgebaut: Höhe 74,3 m, Durchmesser 4,44 m, Volumen 1.160 m3 und Wandstärke 22 bis 26 mm. Zudem enthielt er zahlreiche Einbauten inklusive Ventilböden.
Der Betreiber ließ die Kolonne vor der Prüfung einrüsten. Hintergrund: So konnten 88 piezoelektrische Sensoren entsprechend eines Sensor-Lageplans über den Großbehälter verteilt an der Außenwand mit Magnethaltern befestigt werden. Dafür musste jedoch zuvor an den Befestigungsstellen lokal die Isolierung der Kolonne ausgeschnitten werden, pro Sensor-Montageort ein Bereich von 20 cm x 20 cm.
Geprüft wurde mit Betriebsmedium bei laufender Produktion. Die Aufbringung des Prüfdrucks (PTSEP = 1,1 ⋅ POP) erfolgte durch die Messwarte des Betreibers. Die Prüfungen am Behälter erfolgten über einen Zeitraum von etwa zwölf Stunden als Online-Überwachung in Echtzeit.
Das Ergebnis: In manchen Bereichen wurden aktive SE-Quellen der Klasse 2 festgestellt, für die eine Nachuntersuchung empfohlen wurde. TÜV Süd schlug diese Bereiche betreffend klassische Schweißnahtprüfungen sowie Flächenprüfungen mittels UT-Phased-Array vor. Beide Untersuchungsmethoden zählen – wie die SEP – zu den Verfahren der ZfP.
Modernes Prüf- und Überwachungstool
Dank moderner Digitaltechnologie hat sich die SEP zu einem anerkannten und aussagekräftigen Prüf- und Überwachungstool entwickelt. Heutige SEP-Systeme mit schnellen Prozessoren und anwenderfreundlicher Bediensoftware sind problemlos in der Lage, bis zu einigen hundert Ortungen pro Sekunde in Echtzeit zu verarbeiten und anzuzeigen.
Zudem haben sich die Erfassungs- und Analysegeschwindigkeiten in den letzten Jahren vertausendfacht. Das Verfahren hat einen hohen Reifegrad erreicht.
Zusatzinformationen zu SEP
Bei Schallemissionsprüfungen (SEP) an Druckgeräten sind bestimmte nationale oder europäische Standards einzuhalten. Das allgemeine Vorgehen ist in der DIN EN 13554 beschrieben. Die harmonisierte DIN EN 14584 legt das Prüfverfahren an metallischen Druckgeräten bei einer Druck-Abnahmeprüfung mittels planarer Ortung fest. Ziel ist eine 100-Prozent-Volumenprüfung, um die Regionen in der Struktur zu bestimmen, die – akustisch aktiv – stoßartige Schallemissionen verursachen, zum Beispiel als Folge von subkritischem Fehlerwachstum im Werkstoff.
Das liefert wichtige Referenzdaten, die für einen Vergleich mit den Ergebnissen späterer (wiederkehrender) Prüfungen heranzuziehen sind. Gemäß DIN EN ISO 9712 ist die Prüfung mit qualifiziertem und zertifiziertem Prüfpersonal sicherzustellen. Die verwendete Gerätetechnik muss die Anforderungen der DIN EN 13477-2 erfüllen und regelmäßig anhand dieser Norm überprüft werden.