Produkte werden immer variantenreicher, wie schon dieses Beispiel zeigt: Alleine für den Audi A3 gibt es 25 Motor-Getriebe-Varianten, 164 Ausstattungen, 129 Sonderausstattungen, 25 Innenausstattungen und 10 Außenfarben, abgesehen von möglichen Kombinationen davon.
Dazu kommt der Übergang zur Elektromobilität mit einer Unzahl von Verbrennungs-, Elektro- und Hybridmotoren. „Die Automobilhersteller versuchen die zunehmende Vielfalt und Komplexität in den Griff zu bekommen, indem sie ihre Fließbänder 'überstrapazieren', was die Produktivität senkt und die Kosten erhöht“, stellt Matthias Kellermann, CEO von IPO.Plan fest.
So dauert zum Beispiel der Einbau von Türdichtungen bei einer Limousine doppelt so lange wie bei einem zweitürigen Coupé. Am Fließband blockiert die Limousine die Fertigung, in der modularen Montage geht es an einer anderen Station weiter. Geschätzt dürfte die modulare Montage so mindestens 20 Prozent mehr Produktivität bringen. Bei den Firmen herrscht allerdings Zurückhaltung. „Das ist nachvollziehbar, denn die Produktion ist ein wichtiger Bereich und ein Technologiewechsel birgt immer Risiken“, fasst Carlo Bernauer, COO von arculus zusammen.
Effizientes Umrüsten der Module
Hilfe bieten Forschungsvorhaben, wie das unter der Koordination von Bosch gelaufene Projekt ReCaM (Rapid Reconfiguration of Flexible Production Systems through Capability-based Adaptation, Autoconfiguration and Integrated tools for Production Planning). Mit von der Partie waren CESA, Cosberg, DHG, NXTcontrol, Enginsoft, Tecnalia und zwei Universitäten.
Hier soll „der Zeitaufwand bis zur Inbetriebnahme der Module um etwa 30 Prozent sinken“, erklärt Projektleiter Sebastian Schröck vom Zentralbereich Forschung und Vorausentwicklung bei Bosch. Dabei kann sich jedes Modul selbst konfigurieren und mit den Nachbarmodulen abstimmen.
Das schnelle Umrüsten der Module ist speziell bei hybriden Bauteilen ein Problem. Darum entwickelten im BMBF geförderten Verbundforschungsprojekt MoPaHyb (Modulare Produktionsanlage für hochbelastbare Hybridbauteile) unter der Koordination von Dieffenbacher die Unternehmen Adient, Arburg, Kuka, Porsche, A-Raymond, J. Schmalz, Trumpf, Siemens, Vitronic plus zwei Forschungsinstitute, sowie der VDMA neue Wege um dieses Umrüsten zu automatisieren und zu beschleunigen.
Anhand zweier Hybridbauteile mit unterschiedlichen Prozessketten erprobte man die neue Steuerung. „Im ersten Schritt werden die einzelnen Prozessschritte simuliert. Die Parameter aus diesen Simulationen dienen als Basis für die Programmierung der Maschinensteuerung. Dazu entwickelten die Beteiligten einen Modulbaukasten, mit dessen Hilfe die Produktionsanlage flexibel konfigurierbar ist“, fasst Dr. Matthias Graf, Projektkoordinator bei Dieffenbacher, zusammen.
Für jedes der verbauten Module einer Produktionslinie wird automatisch ein Steuerungscode generiert und an die entsprechende Maschine gesendet. So kann bei einer Umstellung auf ein neues Bauteil mit geänderter Prozesskette, die Produktion schnell ohne großen Programmieraufwand beginnen. So fertigte man auf der der Referenzanlage zunächst mehrere hundert Sitzlehnen. Die erstmalige Rekonfiguration auf die Unterbodenfertigung war in zwei bis drei Tagen erledigt. Die Rekonfiguration zurück zur Sitzlehne brauchte einen Arbeitstag.
„Für die Modulare Fertigung sind so viele Arbeitsinhalte wie möglich pro Modul zusammen zu fassen, unter Umständen auch von verschiedenen Produkten, wenn's passt“, so Petra Foith-Förster, Gruppenleiterin Montageplanung am Fraunhofer IPA. Basis sind meist standardisierte, rasterförmig angeordnete Produktionszellen, die sich „on the fly“ automatisch umrüsten, verbunden durch Automated Guided Vehicles (AGVs).
Wesentlich ist es den Materialfluss dynamisch zu integrieren und zu automatisieren, da die Sequenz der Produkte stetig durcheinandergewirbelt wird. „Ein zweiter Schritt ist die Automatisierung der Endmontage, dem variantenreichsten Teil der Automobilproduktion“, so Carlo Bernauer.
Was bringt die modulare Produktion?
Bei IPO.Plan hat man im Rahmen einer Studie der Boston Consulting Group mittels einer Simulation mit realen Daten die flexiblen Zellen mit einer klassischen Linie verglichen. Die Simulation ergab, dass die flexible Zellfertigung die Auslastung der Mitarbeiter um 12 Prozent steigert, mit einem entsprechenden Rückgang der Jahreslöhne.
Dabei war die Zahl der nötigen Zellen etwas höher ist als die Zahl der Fließbandstationen. Das konventionelle Fließband der Simulation hatte 75 Montagestationen mit 120 Mitarbeiter für drei verschiedene Fahrzeugmodelle unterschiedlicher Konfiguration, wobei die Montagezeiten pro Fahrzeugtyp um bis zu 50 Prozent variierten.
Die Gesamtauslastung über die gesamte Linie betrug 87 Prozent. Die Produktionsstätte für flexible Zellen hatte 84 Zellen mit meist einem Arbeiter und Prozesszeiten, die zwischen 2 und 40 Minuten schwankten. Die flexible Fertigung benötigt also neun Stationen mehr als das Fließband und mit 97 Mitarbeitern erhöhte sich die Auslastung von 87 Prozent auf fast 98 Prozent.
2016 hat man am Fraunhofer IPA auch über Simulation einen Vergleich am Beispiel einer Türmodulmontage durchgeführt. Ergebnis der Simulation: „Trotz höherem Flächenbedarf der rein produktiv genutzten Fläche, ohne Betrachtung von Pufferlagern vor und nach dem Bereich, ergaben die modularen Strukturen eine höhere Flächenproduktivität im Betrachtungszeitraum“, berichtet Petra Foith-Förster.
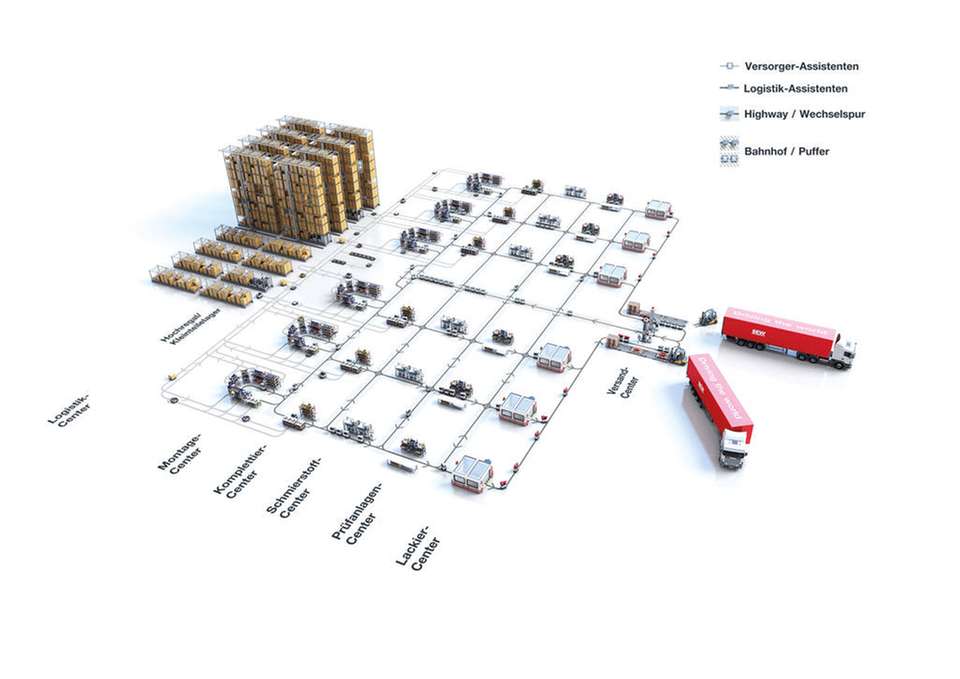
Mit ihrer Schaufensterfabrik nutzt SEW-Eurodrive Herausforderungen und Nutzen der smarten Fabrik für sich und ihre Kunden. „Die bei uns entwickelten Prozessmodule sind in sich geschlossen und zertifiziert, vernetzt über mobile Assistenzsysteme und mit Zugang zum IoT. Der Kunde kann dann quasi per Plug&Play seine Montagezellen in Betrieb nehmen“, berichtet Johann Soder, CEO bei SEW-Eurodrive. Die Anordnung der Module hängt dabei vom Produkt ab: bei Prozessmodulen bietet sich die Matrix an, bei einer Elektronikproduktion kann es sinnvoller sein eine zentrale Montageinsel zu konzipieren und die Endfertigung drumherum zu verteilen.
Wo geht die Reise hin?
Bestehende Linien zu ändern ist aufwändig und teuer, bringt aber eine deutlich höhere Auslastung der kapitalintensiven Einrichtungen. „Außerdem ist der Durchlauf jetzt um zirka 30 Prozent schneller und der logistische Aufwand gesunken. Und eine Amortisation der Mehrkosten von weniger als drei Jahren ist nicht die Ausnahme“, so Johann Soder.
Die modulare Fertigung hier hat einen geschätzt 15 bis 20 Prozent höheren Flächenbedarf, aber die Auslastung liegt bei 95 Prozent gegenüber 60 Prozent früher. So konnte im Ganzen die Produktivität im zweistelligen Prozentbereich verbessert werden.
„Flexible Zellenfertigung ist sinnvoll, wenn man nicht weiß, wie die Produkte in Zukunft aussehen werden“, so Matthias Kellermann. Aber die Simulation bei IPO.Plan ergab auch, dass die Fließbandfertigung weiterhin in bestimmten Bereichen der Fertigung die wirtschaftlichere Lösung ist.