Längst verstecken sich die Kühlkörper von LEDs nicht mehr in der Leuchte. Im Gegenteil: Sie werden immer häufiger zum Teil des Lampendesigns. Das gilt vor allem für leistungsstarke COB-Module (COB, Chip on Board), die zur Ausleuchtung von Straßen und Tunneln sowie Warenhäusern und Industriehallen eingesetzt werden.
Da zu diesem Zweck große Stückzahlen gefragt sind, empfehlen sich Verfahren an, die zum Fertigen des Leuchtenkörpers spezielle Werkzeuge benötigen. Dazu zählen das Strangpress- und das Druckgussverfahren. Zwar kann die Wärmeleitfähigkeit von Aluminiumstrangpress- und Aluminiumdruckgusslegierungen nicht mit der von Reinaluminium mithalten und die Kosten für die einmalige Herstellung des Werkzeugs sind speziell beim Druckguss hoch. Doch da das komplette Lampengehäuse als Kühlkörper wirkt, also eine sehr große kühlende Oberfläche aufweist, und zudem sehr hohe Stückzahlen produziert werden, fallen diese Nachteile nicht ins Gewicht. Im Gegenteil: bei besonders großen Fertigungsvolumen ist insbesondere das Druckgussverfahren einmalig effizient.
Aluminiumstrangguss-Vorteile
Für längliche, mit einer Vielzahl von COB-Modulen bestückten Leuchten, ähnlich den früheren Neonröhren, bieten sich Leuchtenkörper aus Aluminiumstrangpressprofilen an. Hierbei gibt das Werkzeug, die Matrize, die Form des Profils vor. Durch sie wird das Metall gepresst. Auf diese Weise lassen sich einfache Kühlrippen ebenso realisieren wie kompliziertere Formen. Selbst Hohlräume können durch das Einformen entsprechend gestalteter Dornen umgesetzt werden. Die typische Länge von Strangpressprofilen beträgt rund 20 Meter. Aus diesem „Endlosmaterial“ werden dann die Lampenkörper in der gewünschten Länge abgeschnitten. Die Profile können anschließend eloxiert, in der gewünschten Farbe lackiert oder pulverbeschichtet werden. Da die Werkzeugkosten für das Strangpressverfahren wesentlich geringer ausfallen als die Kosten für Druckgusswerkzeuge, eignet sich das Verfahren auch bereits bei kleineren Losgrößen.
Serien in Aluminiumdruckguss
Für die Fertigung großer Leuchtenserien ab einigen 1000 Stück lohnt sich das Anfertigen eines Druckgusswerkzeugs. Es bietet nahezu alle Freiheiten bei der Gestaltung des Lampen- beziehungsweise Kühlkörpers und ermöglicht damit selbst das komplexeste Leuchtendesign. Doch dies ist nicht der einzige Vorteil des Druckgussverfahrens: Die fertigen Teile besitzen glatte, saubere Flächen und Kanten, die in der Regel keine weitere Bearbeitung erfordern. Zudem sind die mit Aluminiumdruckguss erreichbaren Wandstärken deutlich geringer als bei anderen Verfahren. Auch die erzielbaren Toleranzen erfordern nur im Ausnahmefall eine kostspielige CNC-Nachbearbeitung. Die geringere thermische Leitfähigkeit von Aluminiumdruckguss-Legierungen kann durch ein entsprechendes Kühlkörperdesign ausgeglichen werden.
Damit überwiegen die Pluspunkte des Verfahrens im Volumenbereich bei weitem. Zudem kann bei sehr großen Produktionsmengen ein Werkzeug gefertigt werden, das mehrere Kavitäten aufweist. Auf diese Weise lassen sich pro Gussvorgang mehrere Kühl- beziehungsweise Leuchtenkörper herstellen, was die Teilekosten zusätzlich senkt. Je nach gewünschten „Lampen-Look“ kann anschließend eine Oberflächenveredelung durch Chromatieren, Eloxieren oder Pulverlackieren erfolgen.
Kaltfließgepresste Kühlkörper
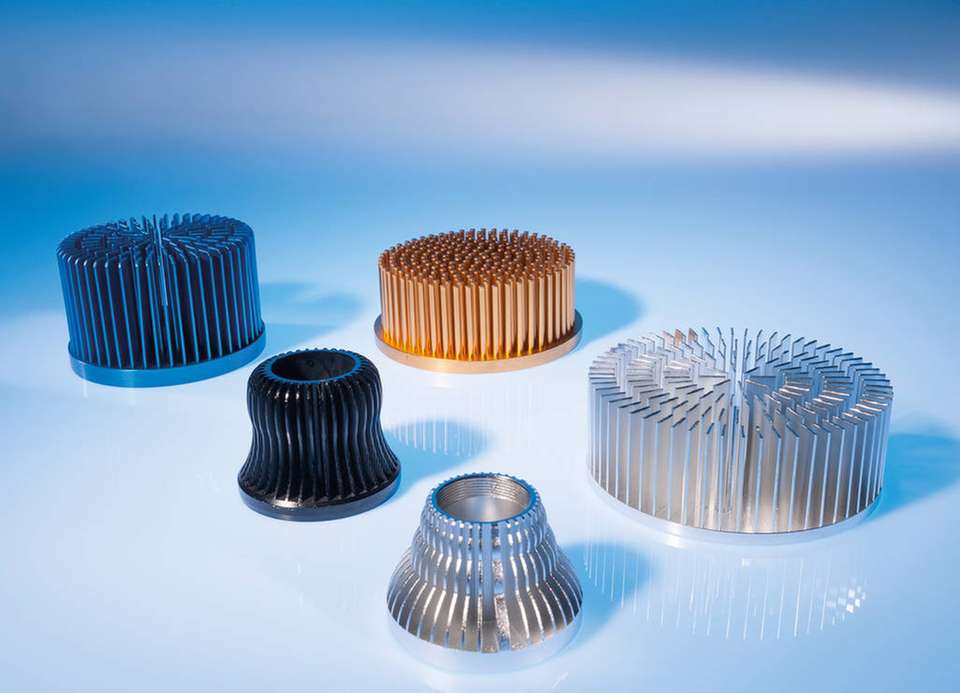
Kann bei Hochleistungs-LEDs nicht das Gehäuse als Kühlkörper genutzt werden, weil der Bauraum sehr klein ist – dies ist beispielsweise bei Einbaulösungen für Automobile der Fall – bietet sich eine andere Kühllösung an. Hier können im Kaltfließpress-Verfahren hergestellte Kühlkörper aus Reinaluminium oder Reinkupfer ihre Vorteile ausspielen. Dieses Verfahren lässt eine präzise Formgebung zu, der kaum gestalterische Grenzen gesetzt sind.
Von zylindrischen Stiften über dünne Lamellen bis hin zu quadratischen Stab- oder hexagonalen Säulenformen ist alles möglich. Der kleinstmögliche Durchmesser der Kühlstifte, der in Abhängigkeit von der Länge erreicht werden kann, beträgt einen Millimeter. Die Minimaldistanz zwischen den einzelnen Stiften liegt dabei bei weniger als zwei Millimetern. Die dünnen und dicht gesetzten Rippen vergrößern die kühlende Oberfläche wesentlich und unterstützen damit die Konvektion. Da sich die Luft in kaltfließgepressten Kühlkörpern zudem in drei Richtungen, statt nur in zwei Dimensionen wie in extrudierten Kühlköpern mit langen Kühlrippen bewegt, ist ihre Kühlleistung höher.
Dabei werden Basis und Stifte des Kühlkörpers passend zum kühlenden elektronischen Bauteil geformt und auf diese Weise der Kontakt zwischen Bauteil und Kühlkörper optimiert. Kaltfließgepresste Kühlkörper aus Reinaluminium verfügen über eine hohe Wärmeleitfähigkeit und -verteilung sowie über eine präzise Oberfläche. Damit kühlen sie deutlich effektiver als baugleiche Druckguss- oder Stranggusskühlkörper.
Thermische Simulation
Welches Verfahren sich für die jeweilige LED-Leuchtenserie am besten eignet, kann mithilfe einer thermischen Simulation ermittelt werden. Mit diesem analytischen Prozess lässt sich der Temperaturzustand eines elektronischen Bauteils vorausberechnen und ein entsprechendes Kühlkörperdesign entwickeln. Die Simulation zeigt mögliche thermische Probleme frühzeitig auf. So lassen sich das Design und die Kühlleistung optimieren und zudem Kühlkörpermaterial und -gewicht einsparen.
Voraussetzung für eine verlässliche thermische Simulation ist die Eingabe der definierten thermodynamischen Randbedingungen. Dazu zählen die zu erwartende Verlustleistung und das Design des Bauelements mit Bemaßung und Position des Hotspots. Hinzu kommen geometrische Einschränkungen sowie die für einen optimalen Betrieb maximal zulässige Oberflächentemperatur des Bauteils und die voraussichtliche Umgebungstemperatur. Schließlich fließt die Differenz zwischen Umgebungs- und Komponententemperatur ebenfalls in die Berechnung des Wärmewiderstands des Kühlkörpers ein.
Bei der Wahl des Druckgussverfahrens zur Fertigung der Leuchtenkörper wird zunächst ein Prototyp gefertigt. Allerdings nicht mittels Druckguss, sondern durch CNC-Bearbeitung. Halten die Tests mit dem Prototyp, was die thermische Simulation versprach, folgen die Herstellung des eigentlichen Druckgusswerkzeugs und die Produktion.
Fazit
Für jeden LED-Typen gibt es den idealen Kühlkörper. Bei der Herstellung geben neben der abzuführenden Verlustleistung auch Einsatzgebiet, Losgröße und der zur Verfügung stehende Bauraum das zu präferierende Verfahren vor. Nicht zu vernachlässigen ist natürlich auch die Wahl der optimalen Kühllösung und des wirtschaftlichsten Fertigungsverfahrens. Dabei können Partner wie etwa CTX Thermal Solutions beratend helfen.