Nach der Installation einer neuen Anlage oder der Wartung an einer bestehenden treten nicht selten Leckagen auf. Ursache hierfür sind oft Fügefehler oder vergessene beziehungsweise defekte Dichtungen. Um Anlagen auf ihre Dichtheit zu prüfen, ist der korrekte Umgang mit Helium-Lecksuchgeräten von entscheidender Bedeutung. Der folgende Überblick liefert daher praktische Hinweise zum richtigen Umgang mit Helium-Lecksuchern und Optimierungsmöglichkeiten für die erfolgreiche Durchführung von Dichtheitsprüfungen an Vakuumanlagen.
Lecksucher richtig anschließen
Leckagen, die nach der Inbetriebnahme oder Wartung von Vakuumanlagen auftreten, sind oft groß. Ab einer bestimmten Leckgröße können marktübliche Helium-Lecksucher jedoch nicht mehr verwendet werden. Ihr maximaler Arbeitsdruck liegt in der Regel zwischen 6 und 25 mbar. Liegen große Leckagen vor, kann dieser Druck unter Umständen beim Evakuieren nicht erreicht werden. Nach einer Wartung wird beim Evakuieren lediglich ein Druck von 80 mbar erreicht.
Eine Möglichkeit, den Eingangsdrucks des verwendeten Lecksuchers zu reduzieren, ist der Einsatz eines Nadeldosierventils. Dies geht jedoch einher mit einer Verlängerung der Ansprechzeit und erfordert zwingend den Einsatz einer Hilfspumpe. Statt der Drosselung kann beim Lecksuchgerät ASM 340 von Pfeiffer Vacuum ein qualitativer Massiv-Lecksuchmodus eingesetzt werden, mit dessen Hilfe das vorliegende Leck lokalisiert werden kann.
Zusätzliche Prozesspumpe
Idealerweise sollte der Lecksucher in der Vorvakuumleitung einer Vakuumanlage angeschlossen werden. Um zu verhindern, dass die beim Abpumpen entstehende Kompressionswärme den für Einsätze in sauberen Umgebungen konzipierten Lecksucher thermisch stark belastet, kann außerdem eine zusätzliche Prozesspumpe eingesetzt werden. Diese ist gegen die thermische Belastung unempfindlich und pumpt zudem sämtliche Ausgasungen, Dämpfe und möglicherweise aufgewirbelte Partikel ab. Auf diese Weise lässt sich die Verfügbarkeit des Lecksuchers steigern, seine Wartungsintervalle verlängern und die Betriebskosten damit verringern.
Sobald während des Abpumpprozesses der Druck ein entsprechend niedriges Niveau erreicht hat, kann der Lecksucher das Vakuum halten. Je leistungsstärker die Vorpumpe im Lecksucher dimensioniert ist, umso mehr Ausgasungen kann der Lecksucher noch evakuieren und umso größer können die inneren Oberflächen des evakuierten Behälters sein. Ist ein stabiler Betriebsdruck im Arbeitsdruckbereich des Lecksuchers erreicht, ist die Prozesspumpe obsolet und kann abgeschaltet werden. Nun kommen 100 Prozent des Prüfgases beim Lecksucher an.
Um die Ansprechzeit noch einmal zu verkürzen, kann zudem eine Turbopumpe zwischen Kammer und Lecksucher eingesetzt werden. Sie wirkt wie ein Booster und verkürzt die Ansprechzeit des Lecksuchers entsprechend ihres zusätzlichen Saugvermögens.
Einsatz von Prüflecks
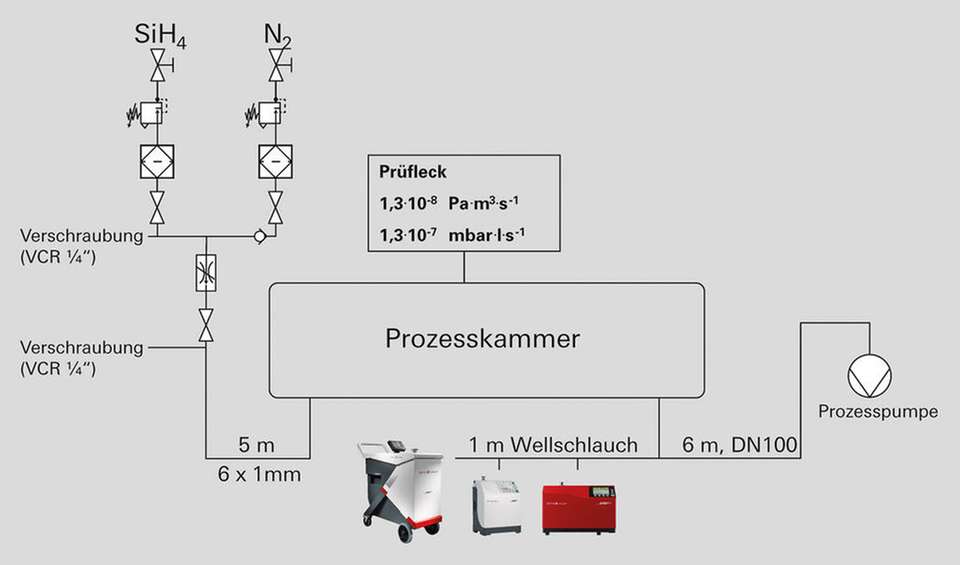
Ein auf die Prozesskammer geflanschtes Prüfleck macht die Entwicklung des Leckratensignals über die Zeit nachvollziehbar. Außerdem kann so auch ermittelt werden, welche Anteile des aus dem Testleck austretenden Heliums von der Prozesspumpe evakuiert und welche vom Lecksucher nachgewiesen werden.
Zudem kann der sogenannte Teilstromfaktor direkt gemessen werden. Hierbei können unterschiedliche Strömungsverhältnisse aufgrund unterschiedlicher Drücke die Gasdynamik beeinflussen, was sich wiederum auf das Teilstromverhältnis auswirkt. Aus diesem Grund sollten die Messungen nahe dem Prüfdruck erfolgen. Den Teilstromfaktor lediglich abzuschätzen reicht nicht aus, denn Prozesspumpe und Lecksucher haben in verschiedenen Druckbereichen unterschiedliche Saugvermögen und Kompressionsverhältnisse.
Strömungswiderstände
In der Vakuumtechnik werden Strömungswiderstände auch als Leitwert bezeichnet. Bei hohen Drücken liegt eine laminar-viskose Strömung vor. Dabei besteht ein linearer Zusammenhang des Strömungswiderstandes mit dem mittleren Druck der Rohrleitung. Bei Druckverhältnissen unter rund 0,1 mbar liegt molekulare Strömung vor. In diesem Bereich hängt der Strömungswiderstand nicht mehr von den herrschenden Druckverhältnissen ab, sondern lediglich von der Geometrie der Leitung.
Übergangsströmung, auch Knudsen-Strömung genannt, liegt im Druckbereich zwischen rund 5 und 0,1 mbar vor. In diesem Bereich können auch gasspezifische Effekte auftreten. Im molekularen Strömungsbereich beträgt der Leitwert für Helium bei einer 20 m langen Leitung nur 0,001 l/s. Daraus resultiert eine deutliche Verzögerung der Ansprechzeit.
Zudem kann das Signal zeitlich gedehnt werden. Wird das Leck nicht mindestens so lange mit Helium beaufschlagt, wie die Zeitkonstante des Systems im geprüften Bereich beträgt, so gibt das Signal selbst in seiner maximalen angezeigten Intensität einen deutlich kleineren Wert als die wahre Größe des Lecks an.
Schnüffellecksuche an Gasversorgungsleitungen
Eine der wichtigsten Anforderungen bei der Dichtheitsprüfung ist die Messung unter realen Bedingungen: Die Druckbelastung des Prüflings beim Test muss denen bei einem wirklichen Einsatz entsprechen. Hierbei stehen die Gasleitungen unter Überdruck. Die Prüfung unter Vakuum ist das einzige Testverfahren, das die oft geforderte Empfindlichkeit für Reinstmedienversorgungen im Bereich von 1·10-9 mbar·l/s (1·10-10 Pa m3/s) bis 1·10-10 mbar·l/s (1·10-11 Pa m3/s) erreicht.
Lösung für intensive Signale
Bei einem starken Signal des Helium-Lecksuchers ist zu beachten, dass die Regenerierung bei einem höheren Saugvermögen schneller erfolgt. Außerdem kann es sein, dass das Abklingverhalten des Lecksuchers nach dem Auffinden einer hohen Leckrate lange dauern kann. Von hohen Leckraten spricht man dabei ab Werten von über 1·10-4 mbar l/s. Durch Festlegung eines Grenzwertes in Form eines Maximalwertes bei der Detektion von Leckraten kann der Lecksucher vor dem Eintrag großer Heliummengen geschützt werden.
Bei Detektion eines sehr intensiven Signals bricht der Lecksucher die Prüfung ab. Dies kann den Zeitbedarf für das Abpumpen bei der nächsten Prüfung erheblich verkürzen. Hierbei ist zu beachten, dass das Belüftungsventil des Lecksuchers auf „Aus“ gestellt werden muss, da ansonsten die Kammer durch den Lecksucher belüftet wird.
Das Volumen des an den Lecksucher angeschlossenen Prüflings wirkt sich signifikant auf das Erholverhalten des Signals aus. Diese Erholzeit des Lecksuchers sowie die des gesamten Systems kann verkürzt werden, indem mit einem heliumfreien Gas eine sogenannte Druckwechselspülung durchgeführt wird. Dabei ist der maximale für den Lecksucher zugelassene Einlassdruck zu berücksichtigen. Alternativ kann ein Überdruck-Sicherheitsventil verwendet werden.
Bedienfehler vermeiden
Bedienfehler oder falscher Umgang mit dem Lecksucher können verfälschte Messergebnisse oder Fehlmessungen zur Folge haben. Daher ist es wichtig, die Kammer bestmöglich von Ausgasungen zu befreien, noch bevor die Dichtheitsprüfung beginnt. Dazu eignen sich Druckwechselspülungen mit inerten, trockenen Gasen sowie unter Umständen auch das Ausheizen der Anlage.
Zudem ist es wichtig, dass Leckagen eindeutig identifiziert werden können. Dafür ist ein auf die jeweilige Anwendung abgestimmter Ausgangsdruck notwendig, bei dem der Restgehalt an Helium und damit die Untergrund-Leckagerate deutlich unter den nachzuweisenden Leckageraten liegt.
Darüber hinaus sollten zur einwandfreien und zuverlässigen Durchführung von Messungen Hilfspumpen eingesetzt sowie alle Messungen mittels interner oder externer Speichermedien festgehalten werden. Zusätzlich empfiehlt es sich, den Lecksucher nicht direkt nach einer erfolgten Messung zu bewegen und die Nachlaufanzeige des Gerätes zu beachten.
An Beschichtungsanlagen wiederum sollte die Lecksuche im Teilstrom durchgeführt werden. Die Dichtheitsprüfung an einer Prozesskammer sollte hingegen ab dem Prüfanschluss am Gaspanel erfolgen. An der Hilfspumpe nahe dem Endvakuum können Leckagen anhand des zurückströmenden Prüfgases gemessen werden–– also auch, wenn die Leckstelle strömungsaufwärts vom Anschluss des Lecksuchers liegt. Ist eine Gaspanelprüfung geplant, muss die Messung im Teilstrom direkt am Gaspanel erfolgen.
Weitere praktische Tipps und Hinweise zur Dichtheitsprüfung finden Sie unter diesem Link.