






Viele Eigenschaften von Kunststoffen werden durch Pulver erzielt. Dazu werden diese zusammen mit Füllstoffen in die noch flüssige Phase, also in das Harz, Lösemittel oder Harz-Lösemittel-Gemisch eingebracht. Das Eindispergieren erfolgt vor deren Polymerisation beziehungsweise Vernetzung. Die mit diesem Prozess verbundene Problematik reicht vom Gesundheitsrisiko beim Pulverhandling über das Explosionsrisiko bei der Zugabe in lösemittelhaltige Systeme bis hin zu Problemen mit Temperaturgrenzen beim Dispergieren.
Das Problem
Unvollständig benetzte Pulver, Füllstoffe, Fasern oder Pigmente bedeuten nicht nur, dass deren Wirkung nicht vollständig ausgenutzt werden kann; in vielen Fällen verursachen Benetzungsfehler strukturelle Schäden, Fehlstellen und Schwächungen im Endprodukt. Traditionelle Rührwerke oder Dissolver benetzen pulverförmige Füllstoffe nie singulär, sondern zunächst immer agglomeriert – das lässt sich bei diesen Systemen nicht vermeiden.
Die Folge: Pulver im Inneren der Agglomerate sind nicht vollständig benetzt. Später können sich diese Agglomerate durch Kapillarwirkung innen meist trotzdem noch befeuchten, jedoch nur selektiv. Dabei benetzt sich das Agglomerat im Inneren vorzugsweise mit nur einer Komponente des Flüssigkeitsgemisches; das ist oft das Lösemittel. Dieses Phänomen nennt man auch Pseudobenetzung. Beim Aushärten verflüchtigt sich der Lösemittelanteil und pseudobenetzte Füllstoffe sind wieder unvollständig benetzt, also teilweise trocken.
Dieses Problem kennt man unter anderem bei der Herstellung von Gießharzen, Klebstoffen oder Formteilen aus Polyesterharzen. Wurde nicht ausreichend dispergiert, sieht man bei Formteilen auf ebenen Flächen deutlich den Verlauf der Verstärkungsrippen, die sich auf der Rückseite des Bauteils befinden. Die Oberfläche ist hier stärker geschrumpft und es entstehen kleine Vertiefungen. Für hochwertige Gehäuse oder Automobilkomponenten ist das nicht akzeptabel.
Ursache der Pseudobenetzung ist die Art und Weise der Pulverzugabe. Das Problem lässt sich darauf zurückführen, dass sich die Pulverpartikel während deren Benetzung berühren und nicht vereinzelt vorliegen. Das ist der Fall, wenn man Pulver von oben in einen Behälter gibt, allerdings auch, wenn es von unten in einen Vakuumbehälter als kompakter Strom oder inline in eine Flüssigkeit gemischt wird.
Das Sicherheitsrisiko
Die unvollständige Benetzung ist nicht das einzige Problem. Besonders gefährlich wird es, wenn ein Pulver von oben in einen Prozessbehälter mit lösemittelhaltigen Medien transportiert oder geschüttet wird. Da dabei die Prozesstemperatur meist oberhalb des Flammpunkts liegt, besteht ein Explosionsrisiko. Die Flüssigkeit selbst ist nicht brennbar oder explosionsfähig; kritisch sind die entzündlichen Gase und Dämpfe oberhalb der Flüssigkeit. Liegt deren Konzentration in der Luft zwischen oberer und unterer Explosionsgrenze, spricht man von einem zündfähigen Gemisch. Durch diesen kritischen Bereich wird das Pulver geschüttet. Um eine Explosion auszulösen, fehlt nur noch eine Zündquelle mit ausreichender Zündenergie. Das könnte bereits das fließende Pulver selbst oder die gerührte Flüssigkeit sein. Die Risiken bei Zugabe von oben auf die lösemittelhaltige Flüssigkeit lassen sich allerdings sehr einfach vermeiden, indem das Pulver zum einen nicht von oben und zum anderen nicht innerhalb des Behälters zugegeben wird.
Die Lösung
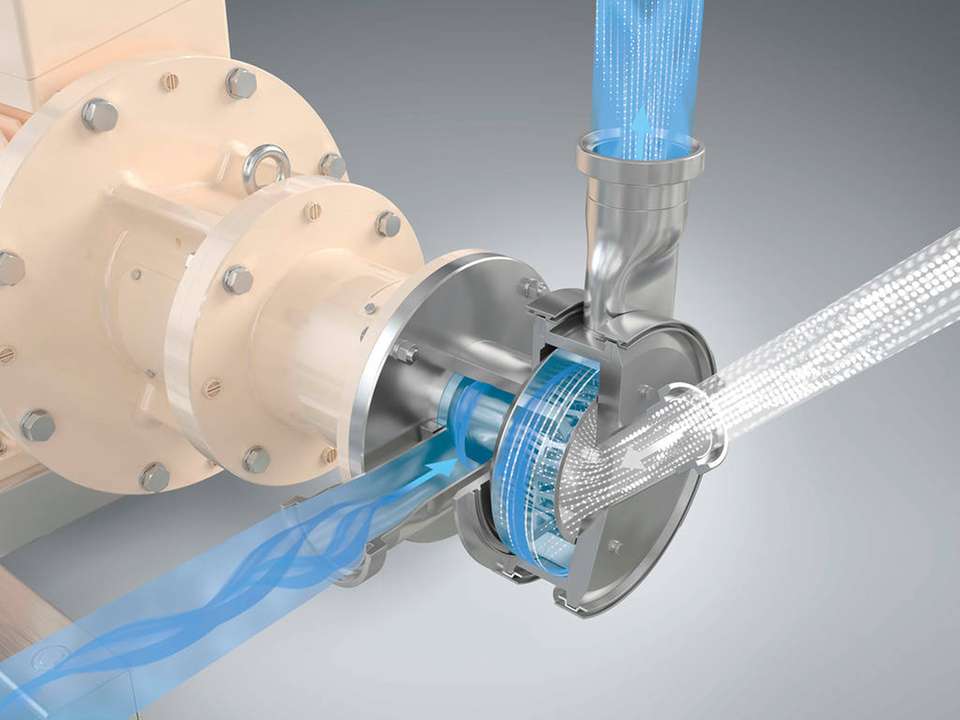
Abhilfe schafft ein System, welches Pulverpartikel sowohl in flüssigen als auch in zähfließende Medien vollständig benetzen und optimal dispergieren kann und dabei nicht durch die Lösemitteldämpfe oberhalb der Flüssigkeit transportiert. TDS-Maschinen sind Systeme, mit denen man Pulver unter Nutzung eines direkt in der Flüssigkeit erzeugten Vakuums einsaugt, benetzt und agglomeratfrei dispergiert. Der Begriff TDS bedeutet folglich: Transport- und Dispergiersystem. Die Maschinen gibt es in verschiedenen Varianten. Für den Pulvereintrag in der Kunststoffherstellung ist aber vor allem die Inline-Version dieser Maschine, die Conti-TDS, von Bedeutung. Denn mit dieser Anlage können Pulver direkt ab Sack, Big-Bag, Pulvertrichter oder Silo staub- und verlustfrei eingesaugt und in der Flüssigkeit benetzt werden. Die Conti-TDS wird außerhalb des Behälters installiert und ist mit diesem über Rohrleitungen im Kreislauf verbunden. Kein Pulver wird auf die Flüssigkeitsoberfläche geschüttet; kein Sack muss auf den Behälter gehoben werden; kein Staub klebt an der Behälterwand; kein Pulver wird auf die Flüssigkeitsoberfläche in Gegenwart von Lösemitteldämpfen entleert. Pulver und Flüssigkeit gelangen getrennt in die Maschine und kommen erst in der Dispergierzone miteinander in Kontakt. Dort erfolgt die Dispergierung unter massiver Scherwirkung und Vakuum. Das Pulver kommt also nicht mit Lösemitteldämpfen oberhalb der Flüssigkeit in Berührung.
Das Vakuum hat einen außergewöhnlichen Effekt: Unter Vakuum expandiert Luft. Im Pulver sind bis zu 98 Prozent Luft enthalten. In dem mittels Saugförderung eingesaugten und mit hoher Geschwindigkeit fließenden Pulver befinden sich alle Partikel im Flug. Bei der Saugförderung nimmt das Vakuum im Pulver vom Ort der Zugabe bis hin in die Zone maximalen Vakuums stetig zu. In entsprechendem Maße vergrößern sich daher auch die Abstände der einzelnen Partikel auf diesem Weg.
Die Conti-TDS erzeugt ihre Saugwirkung direkt in der Flüssigkeit. Das maximale Vakuum herrscht genau in der Benetzungs- und Dispergierzone. Die Abstände der einzelnen Partikel sind bei Eintritt in diese Zone am größten. Für diesen Effekt wird keine zusätzliche Förder- oder Fluidisierungsluft benötigt. Lediglich die im Pulver vorhandene Luft dehnt sich aus und komprimiert später nach der Dispergierung wieder.
Die Partikel werden vereinzelt und somit vollständig benetzt; Pseudobenetzung ist ausgeschlossen. Nach beendetem Pulvereintrag wird der Pulvereinlass geschlossen. Die Conti-TDS kann dann als normaler Inline-Dispergierer weiter benutzt werden. Die Installation kann sowohl an bestehenden Behältern oder in kompletten Anlagen erfolgen.
Vorteile der Conti-TDS
Der Einsatz der Conti-TDS beschleunigt alle Prozesse. Die größten Zeiteinsparungen werden beim Lösen von Harzpulvern oder Harzgranulaten erzielt. Bei Einsatz der Ystral-Conti-TDS wird jedes einzelne Partikel separat beim ersten Kontakt mit dem Lösemittel im Scherfeld der Dispergierzone vollständig benetzt und beginnt sofort, sich zu lösen. Lösezeiten von wenigen Sekunden sind nicht selten. Wofür ein Dissolver 6 bis 8 h braucht, benötigt die Conti-TDS nur etwa 3 min.
Ein weiterer Aspekt ist der minimale Energieeintrag und damit verbunden der minimale Temperaturanstieg. Beim Lösen von Harzen benötigt man häufig nur noch ein Prozent der Energie. Aber auch bei anspruchsvolleren Aufgabenstellungen, selbst beim intensiven Dispergieren feinster oder sogar flüssigkeitsabweisender Füllstoffe, werden nur maximal 30 Prozent der Energie im Vergleich zu bisherigen Rühr- oder Dissolverprozessen benötigt. Dementsprechend gering ist auch der Temperaturanstieg. Das spart zusätzlich Zeit und Energie für die Kühlung.