



Um der stetig steigenden Produktvielfalt in Compoundieranlagen weiterhin gerecht zu werden, werden pulverförmige Additive, wie beispielsweise Zuschlagstoffe, schon immer separat in zumeist fahrbare Container eindosiert und mit Schnell- oder Containermischern gemischt. Anschließend wird dieser so genannte Premix dann hochgenau und kontinuierlich dem Extruder zugeführt. Für die zum Einsatz kommenden Polymere wurden bisher für jede Komponente ein Fördersystem mit Einzelabscheider und je eine Differentialdosierwaage (DDW) benötigt.
Durch die stetig steigende Anzahl an Rezepturkomponenten und den Wunsch, auch verschiedene Grundpolymere mit unterschiedlichen Eigenschaften und MFI-Werten zu verschneiden, steigt auch die Anzahl der Abscheider und DDWs. Meist muss man dann unterhalb der DDWs eine zusätzliche Fördermöglichkeit einsetzen, um alle Produktströme im Extrudereinlauf zu vereinen.
Abscheiden
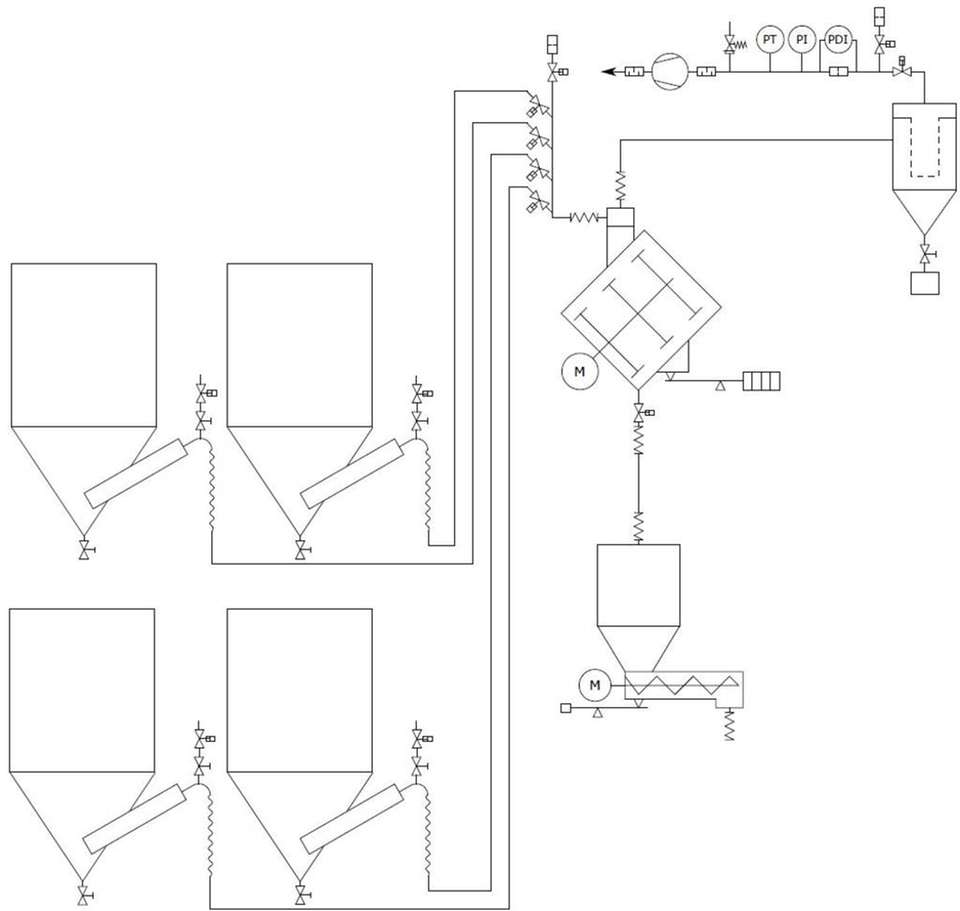
Durch den Einsatz des neu entwickelten Schüttgutmischers MIX-A-LOT, werden gleich drei Aufgaben in einem einzigen Apparat realisiert. Zuerst dient der Mischbehälter als Abscheider der Polymere, nachdem das Material durch ein pneumatisches Fördersystem eingeleitet wurde. Dabei ist egal, ob Vakuumförderung oder eine Druckförderung verwendet wird. Die Betriebs- beziehungsweise Auslegungsdaten des Behälters ermöglichen einen sicheren Betrieb im Überdruckbereich sowie im Unterdruckbereich bis -0,5 bar(g). Nachfolgend wird der Ablauf einer Verwiegung in Kombination mit einer Vakuumförderung näher beschrieben.
Einwiegen
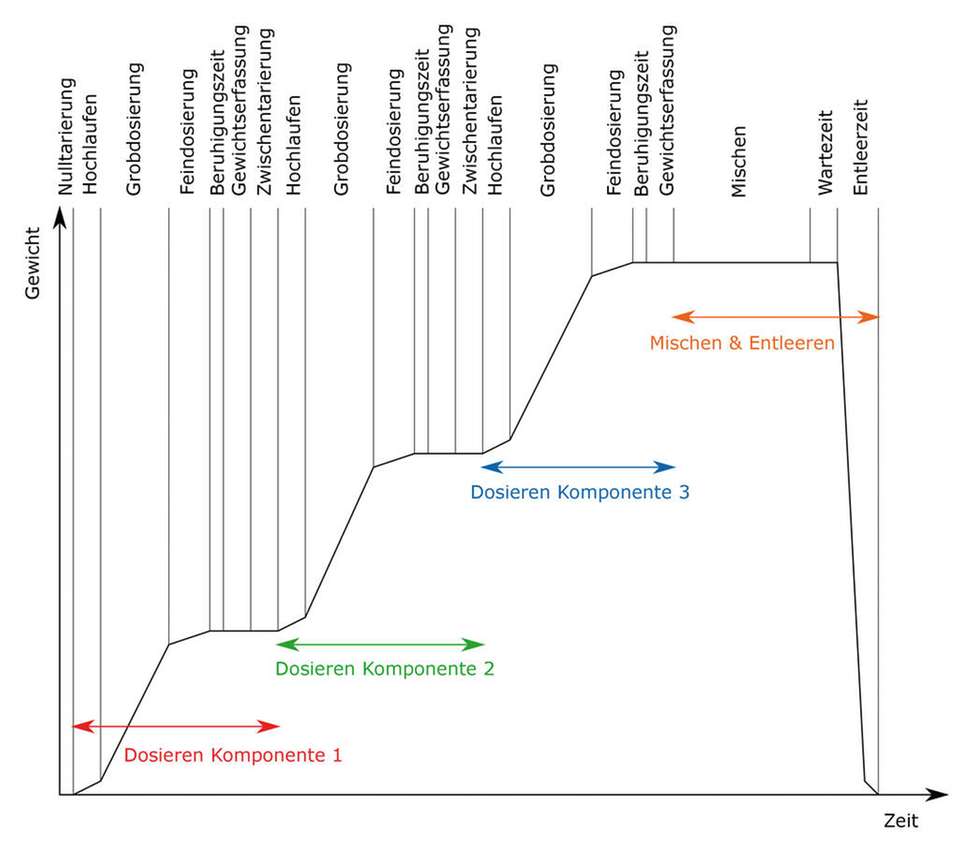
Die zweite Aufgabe ist das exakte Einwiegen jeder einzelnen Rezepturkomponente entsprechend der prozentualen Anteile nach Vorgabe. Zur Gewichtserfassung dienen drei präzise Messzellen mit entsprechender Auflösung und Auswerteeinheit. Die Zugabe jedes einzelnen Rohstoffes erfolgt nacheinander zunächst mit hoher Beladung im Grobstrom. Erreicht die Gewichtserfassung den variabel einstellbaren Umschaltpunkt, wird auf Feinstrom mit geringerer und präziser Beladung umgeschaltet.
Ein Gewichts-Vorabschaltpunkt bewirkt das Schließen der Absperrvorrichtungen in der produktführenden Rohrleitung, bei gleichzeitigem Öffnen des Leersaugventils. Dieses sitzt am Ende der Zusammenführung aller Rohstoffleitungen. Die geringe Produktmenge, welche sich zu diesem Zeitpunkt in der Sammelleitung befindet, wird noch in den Mischbehälter befördert und verwogen. Die Steuerung erfasst diese Restmenge und korrigiert entsprechend des erzielten IST-Gewichtes den Vorabschaltpunkt für den nächsten Befüllzyklus dieses Produktes. Dieser Ablauf wiederholt sich für alle an der Rezeptur beteiligten Einzelkomponenten, um eine höchstmögliche Verwiege-Genauigkeit zu erzielen. Es können Polymerbatche in einer Varianz von 95/5 % mit höchster Genauigkeit verwogen und gemischt werden.
Mischen
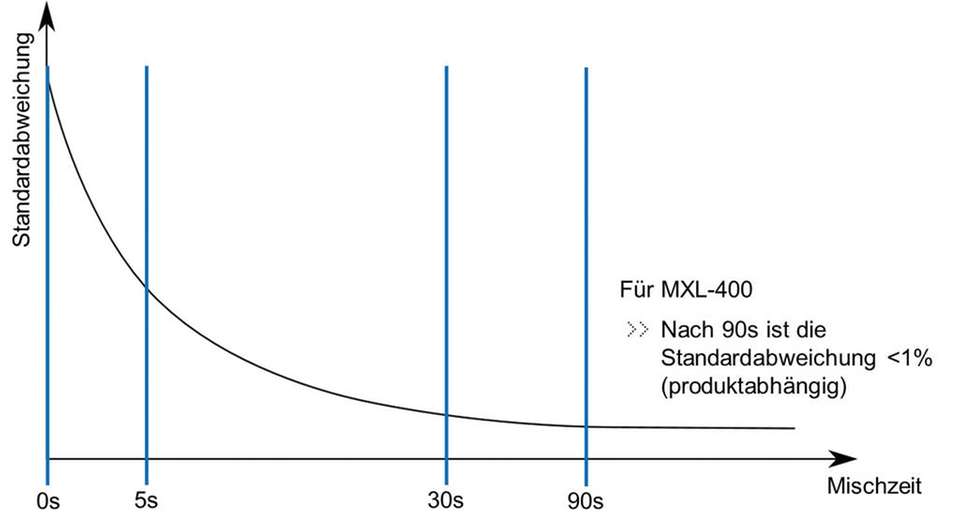
Die dritte Aufgabe des MIX-A-LOT, das homogene Mischen von Polymeren im Batchbetrieb, macht ihn letztlich einzigartig. Das Abscheiden von Produkten nach einem pneumatischen Transport sowie das rezepturgenaue Verwiegen einzelner Komponenten ist bei Prozessen im Batchbetrieb (zum Beispiel bei der PVC-Profil- oder Folienherstellung) eine bewährte Technik. Das zusätzliche Mischwerkzeug ermöglicht ein schnelles, schonendes Mischen mit hervorragenden Ergebnissen. Durch die geringen Umfangsgeschwindigkeiten und die optimale Spaltanpassung zwischen Mischwerkzeug und Gehäuse erfolgt das Mischen sehr produktschonend, das heißt ohne Kornzerstörung oder Produkterwärmung. Je nach Baugröße und Füllgrad werden Mischzeiten zwischen 90 und 180 Sekunden realisiert. Die Mischgüte zum Beispiel bei Baugröße MXL 400 beträgt bereits unter einem Prozent der Standardabweichung nach nur 90 Sekunden Mischzeit.
Dieser vorgemischte Polymerbatch wird anschließend komplett in die darunter platzierte DDW abgelassen. Der Batchprozess ist hiermit abgeschlossen und die hochgenaue Dosierung in den Extruder läuft. Währenddessen wird der Mix-a-lot bereits mit dem nächsten Polymerbatch befüllt und gemischt. Die pneumatischen Fördersysteme sowie die Verwiege- und Mischaufgabe sind so konzipiert, dass ein reibungsloser Übergang vom Batchbetrieb in den kontinuierlichen Betrieb sichergestellt ist. Durch das vereinfachte Anlagenkonzept, aufgrund der eingesparten Differentialdosierwaagen (nur noch eine DDW, Sammelschnecken entfallen) und Empfangs- beziehungsweise Vorlagebehälter, können die Investitions- und Wartungskosten deutlich reduziert werden. Zudem ist der Reinigungsaufwand bei Chargenwechsel und der notwendige Platzbedarf oberhalb des Extruders geringer.
Durch die große frontale Inspektionstür lässt sich der Mix-a-lot optimal reinigen und inspizieren, da der gesamte Prozessraum gut zugänglich ist. Die totraumfreie Mischkammer gewährleistet eine hervorragende Restentleerung. An der Auslaufklappe befindet sich eine zusätzliche Inspektionsöffnung, um auch diesen Bereich begutachten zu können. Ein weiterer Vorteil ist die einfache Rezepturanpassung und Erweiterung um eine oder mehrere Polymer-Komponenten. Hierzu bedarf es lediglich der Ergänzung einer weiteren Quelle (Silo, Big-Bag oder Oktabin-Station) und der verbindenden Förderrohrleitung bis hin zur Sammelleitung. Eine Anpassung oder Änderung des Prozessteils oberhalb des Extruders ist nicht nötig.
Der Mix-a-lot steht in vier Baugrößen, welche den Extruder-Durchsätzen angepasst sind, zur Verfügung. Die kleinste Baugröße der MXL 200 erzielt eine Durchsatzleistung von 700 kg/h. Mit dem größten Mischer, dem MXL 1600, können Durchsätze bis zu 5000 kg/h erzielt werden (basierend auf einem Schüttgewicht von 500 kg/m³).
Fazit
Was sich für pulverförmige Additive und Zuschlagstoffe schon seit langem, wenn auch dezentral, bewährt hat, ist nun auch für die Polymerzuführung, in einem kontinuierlichen In-Line-Batchbetrieb, Stand der Technik. Die signifikanten Vorteile des vereinfachten Anlagenkonzeptes mit daraus resultierenden geringeren Investitionskosten bedeuten im laufenden Betrieb der Anlagen auch eine höhere Flexibilität und kürzere Umstellzeiten bei Rezepturwechsel. Dadurch erhöht sich die Anlagenverfügbarkeit und somit die Jahresproduktionskapazität. Auch die laufenden Kosten für Wartung, Reparatur und Kalibrierung sind aufgrund der geringeren Anzahl an Bauteilen niedriger.