Die angestrebte Trockenheit der notwendigen Prozessluft bei der Bearbeitung und Herstellung von Lebensmitteln hängt sehr stark vom jeweiligen Gesamtprozessverfahren der zu trocknenden Güter ab. Sowohl die Luft im Verarbeitungsprozess als auch die Lagerraum-Prozessluft beeinflussen beispielsweise stark das Mindesthaltbarkeitsdatum oder Aussehen und Geschmack eines Produkts.
Sehr wichtig ist auch, dass sich am Produkt kein Kondensat bildet, um Keimbildung und mögliche Geruchsbelästigung zu vermeiden. Eine reduzierte Luftfeuchtigkeit im Trocknungsprozess hilft daher bei der Produktion hochwertiger und haltbarer Lebensmittel.
Vorteile trockener Prozessluft
Bei der Herstellung und Lagerung dehydrierter Instant-Suppen-Pulver ist eine konstante Temperatur und niedriger Feuchtegehalt in der Prozessluft erforderlich, da es ansonsten zu Verklumpungen und Schimmelbildung kommen kann. Bei der Fleischverarbeitung steht speziell die Hygiene für Produzenten und Verbraucher an oberster Stelle. Zum einen muss die gesamte Kühlkette kontinuierlich bis zum Verkauf an Konsumenten eingehalten werden. Zum anderen muss sichergestellt werden, dass sich keine Keime und Krankheitserreger beim Verpackungsprozess und der Lagerung von Fleischerzeugnissen bilden. Extrem trockene Umgebungsluft verhindert die Bildung solcher Keime, Viren und Bakterien.
Besonders das Auskristallisieren von Zucker wird durch eine konstant niedrige Luftfeuchtigkeit gewährleistet. Daher ist trockene Prozessluft auch bei der Herstellung von Süßwaren und für die Trocknungszeit des Produktes vor der Verpackung vorteilhaft. Schokolade, Bonbons oder auch gelatinehaltige Produkte dürfen weder an der Verpackungsoberfläche noch aneinander kleben. Oftmals wird die technische Trocknung von Produkten, etwa im Falle von Trockenfrüchten oder Trockenpilzen, als das optimale Mittel der Konservierung angesehen, um eine möglichst lange Haltbarkeit zu gewährleisten.
Sorptive Prozesse zur Lufttrocknung
Um eine trockene Prozessluft zu erzeugen, reichen in den meisten Fällen konventionelle Methoden wie die Kondensation des Wasserdampfes an Kühlregistern beziehungsweise Wärmetauschern nicht mehr aus. Um den Restfeuchtegehalt der Luft auf ein Minimum zu reduzieren, sind somit sorptive Prozesse notwendig.
Wenn bei Produktionsverfahren, Verpackungs- und Lagerungsprozessen von Lebensmitteln relative Feuchten von weniger als 40 Prozent gefordert werden, wird es in verfahrenstechnisch und thermodynamischer Hinsicht spannend. In diesen Bereichen der Prozesslufttrocknung besteht derzeit keine große Auswahl an Anlagen, die in der Lage sind, sehr niedrige Restfeuchtegehalte für Trocknungsprozesse zu erreichen.
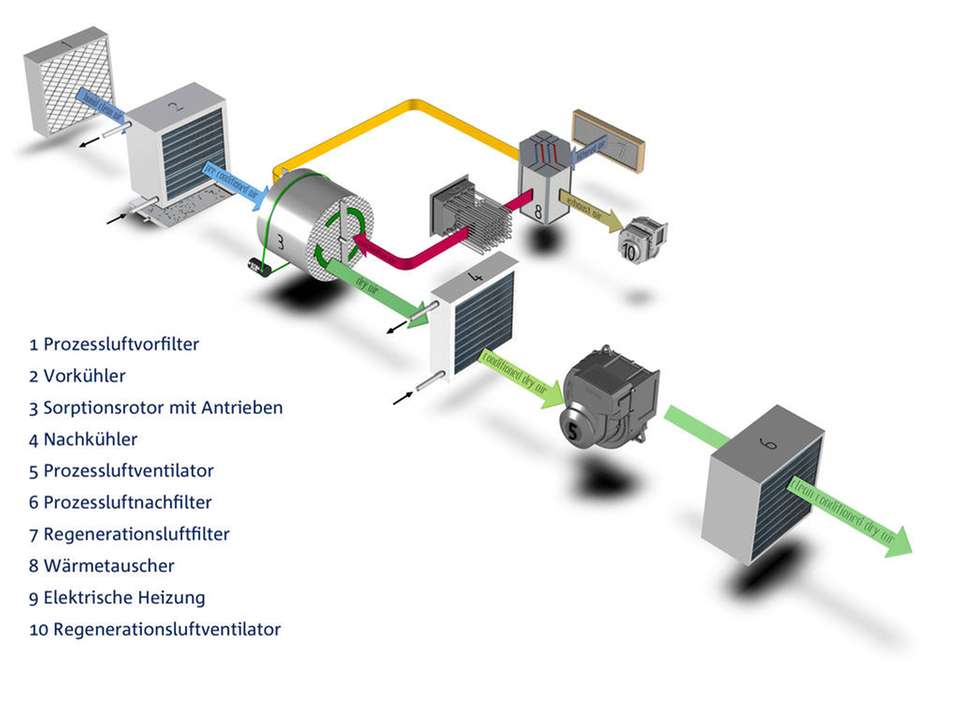
Als besonders vorteilhaft hat sich hier der Einsatz von Rotationstrocknern erwiesen. Dabei wird der feuchte Luftstrom durch ein sich drehendes mit Adsorptionsmittel beschichtetes Sorptionsrad geleitet und somit getrocknet. Auf der Gegenseite wird das Rad regeneriert, um das kontinuierliche Aufbereiten der zu trocknenden Luft oder von Prozessgasen zu gewährleisten. Die Wassermoleküle in der angesaugten Luft werden gleichzeitig mittels Desorption kontinuierlich durch Wärme aus dem Adsorptionsmittel herausgetrieben und schließlich als Adsorbat in einem separaten Luftstrom aus der Anlage in die Außenatmosphäre geführt.
Durch Erweiterung der Anlagentechnik, beispielsweise mit Vor- und Nachkühlermodulen, können Taupunkte bis zu −65 °C und somit eine relative Prozessluftfeuchte von 0,05 Prozent erreicht werden. Meist werden diese niedrigen Taupunktanforderungen bei sensiblen Produkten, etwa der Trocknung oder dem Handling pulverförmiger Produkte in der Lebensmittelindustrie, gefordert.
Adsorption von Wasserdampf
Die Luft ist ein Gasgemisch. Eines dieser Gase ist Wasserdampf. Die Menge an Wasserdampf, die in der Luft enthalten sein kann, ist allerdings begrenzt. Je wärmer die Luft ist, desto mehr Wasserdampf kann sie enthalten. Die relative Luftfeuchtigkeit gibt an, wie viel Prozent des maximalen Wasserdampfgehaltes die Prozessluft enthält. Da der maximale Wasserdampfgehalt mit steigender Temperatur zunimmt, sinkt die relative Luftfeuchtigkeit mit steigender Temperatur und umgekehrt.
Die Taupunkttemperatur wird als die Temperatur definiert, bei der die Luft mit einem maximalen Wasserdampfgehalt in der Prozessluft – 100 Prozent relative Luftfeuchtigkeit – gesättigt ist. Sie ist die Temperatur, die bei konstantem Druck unterschritten werden muss, um Wasserdampf zu kondensieren. Die Taupunkttemperatur ist somit eine von der aktuellen Temperatur unabhängige Größe. Aus Temperatur und relativer Luftfeuchte beziehungsweise Taupunkttemperatur lässt sich auch der absolute Feuchtegehalt der Luft in Gramm Wasserdampf pro Kubikmeter ausrechnen.
Als technische Adsorptionsmittel dienen hochaktive hygroskopische, das heißt physikalisch wasserbindende technische Adsorptionsmittel wie beispielsweise Kieselgel (Silikagel, SiO2), Zeolithe sowie technische Molekularsiebe. Es gibt aber auch noch andere, weniger gängige Trocknungsmittel, die je nach Anwendung und Eigenschaften des zu trocknenden Gases ihre Anwendung in anderen Bereichen finden: Calciumsulfat, Kaliumcarbonat und Aluminiumoxid. Diese können allerdings relativ schwer wieder regeneriert werden.
Da Silikagel in Bezug auf die Entzugsleistung der Wassermoleküle aus der Prozessluft und auf die Regenerierbarkeit mit Wärme (Desorption) durchaus gute physikalische und chemische reversible Eigenschaften besitzt, wird diese Variante meist in der gesamten Lebensmittelindustrie effektiv und zielführend eingesetzt.
Lösung für extrem trockene Prozessluft
Eine seit Kurzem verfügbare Lösung für trockene Prozessluft stellt das System ULT Dry-Tec dar. Das modulare Systemkonzept soll das Erreichen von Taupunkttemperaturen bis zu −65 °C möglich machen.
Zur ULT-Dry-Tec-Produktmodulserie gehören folgende Bestandteile: Das Sorptionsmodul Dry-Tec, welches für Adsorption und Desorption innerhalb des Systems eingesetzt wird, sowie das Vorkühlermodul ULT Cool-Tec V und das Nachkühlermodul ULT Cool-Tec N. Die Vor- und Nachkühlermodule können optional mit unterschiedlichen Filterelementen entsprechender Filterklassen (G, M, F beziehungsweise auch H) ausgerüstet werden. Damit erreicht der komplette Trocknungsprozess die geforderte niedrige relative Feuchte, und auch der Prozessluftstrom am Ein- oder Austritt der Modulanlage bleibt so nahezu partikelfrei.
Mittels eines optimierten Luftführungskonzeptes durch das Innere der Trocknungsmodule ist ein effizienter Betrieb mit geringen internen Druckverlusten möglich. Zu dem modularen Entfeuchtungskonzept gehören ebenso regelbare Ventilatoren für den Prozessluftstrom und den Regenerationsluftstrom. Optional steht eine integrierte Wärmerückgewinnung innerhalb des Desorptionskreislaufes des Regenerationsvolumenstroms zur Verfügung.
Das komplette Konzept beruht auf dem angesprochenen Rotationssorptionsverfahren. Der sich langsam drehende, wabenförmige strukturierte Sorptionsrotor wird mit einer hochaktivierten speziellen Silicagel-Materialmischung flächendeckend auf der Oberfläche des Sorptionsrades beschichtet. Weitere spezielle Adsorptionsmaterialmischungen, etwa für extrem tiefe Taupunkttemperaturen, stehen zur Verfügung.