

Welche Fertigungs- und Prüfschritte zur Herstellung einer elektronischen Baugruppe gehören, hängt von der Komplexität und dem Wert des Produktes ab. So können alle der folgenden Schritte vorkommen – oder auch nur Teile davon: Typischerweise beginnt alles am PC mit der CAD-Planung. Ist sie abgeschlossen, werden die Leiterplatten gefertigt. Ein Schablonendrucker oder ein Dispenser bestreicht diese dann mit Lotpaste. Nach der Lotpasteninspektion geht es in die SMD-Bestückung mit anschließender automatischer optischer Inspektion (AOI) zur Bestückkontrolle aller SMD-Bauteile.
Nach dem Löten stellt ein weiterer AOI-Prozess sicher, dass alle Lötverbindungen stimmen. Normalerweise gibt es an dieser Stelle einen Sichtprüfungsplatz, der Pseudofehler ausschließt. Je nach Art der bestückten Bauteile kommt ein Röntgen-Test zum Einsatz, der auch unter die Bauteile blicken kann. Nun folgen die eigentlichen elektrischen Prüfverfahren wie Flying-Probe-, In-Circuit-, Funktions- und Boundary-Scan-Tests. In manchen Fällen müssen Bauteile manuell bestückt werden. Diese Handbestückung kann sowohl vor als auch nach den elektrischen Prüfungen stattfinden. Schließlich gibt es einen End-of-Line-Test, zum Beispiel einen Funktions-, Stress- oder Dauertest, ehe die vollständig geprüfte Baugruppe das Haus verlässt.
Entlang dieser Wertschöpfungskette werden bei der Produktion und den einzelnen Tests auch jede Menge Informationen generiert und gespeichert. Für den gesamten Produktionsprozess ist es dabei ideal, wenn diese Informationen zwischen den einzelnen Stationen ausgetauscht werden können. Die Ingenieure von Digitaltest haben dazu zwei Softwaretools entwickelt, die mit den marktüblichen CAD-Tools und Automaten zur Elektronikfertigung kommunizieren können.
Kommunikation längs der Wertschöpfungskette
Ganz am Anfang, noch ehe ein greifbares Produkt in Sicht ist, entstehen in der Konstruktion CAD-Daten. Sie enthalten wichtige Informationen, die für viele Schritte entlang der Boardbestückungskette hilfreich sind. Lassen sich die CAD-Daten einlesen und weiter nutzen, erleichtert das die gesamte Produktion und alle Prüfungen. Hier setzt die
CAD/CAM-Software C-Link DTM an.
Sie kann etwa CAD-Daten aus der Planung verifizieren und vorab prüfen, ob eine spezielle Baugruppe automatisiert testbar ist. Zudem hilft sie bei der Definition von Testpunkten. Die gewonnenen Informationen lassen sich einfach exportieren zur Weitergabe an den Hersteller der Prüfadapter. Darüber hinaus unterstützt die Software Änderungen, die an der Baugruppe vorgenommen werden, indem sie prüft, welche Testpunkte von der Änderung betroffen sind und ob man einen vorhandenen Prüfadapter unverändert oder durch kleinere Modifikationen weiter nutzen kann. Lässt sich dadurch die Produktion neuer Prüfadapter vermeiden, sind die finanziellen Einsparpotentiale groß – liegen die Kosten für Prüfadapter doch oft im vier- oder fünfstelligen Euro-Bereich.
Auch für den Bau der Schablone zum Lotpastendruck lassen sich mit der Software die nötigen Informationen exportieren und an den entsprechenden Zulieferer weitergeben. Wird stattdessen mit einem Dispenser gearbeitet, liefert die C-Link-Software ebenfalls die notwendigen Koordinaten. Für die Bestückung selbst ist es möglich, eine neutrale Bestückungsdatei zu generieren, die jeder marktübliche Bestückungsautomat nutzen kann.
AOIs, sei es im Anschluss an die Bestückung oder den Reflow-Prozess, können mit Hilfe der Software ebenfalls Nutzen aus den ursprünglichen CAD-Daten ziehen. Das erleichtert es, Testprogramme zu erstellen. Schließlich profitieren auch die elektronischen Tests wie der In-Circuit- und Flying-Probe-Test von der Software, weil sie automatisiert die Konstruktionsdaten aus dem CAD-System für beliebige Testsysteme übersetzt. Geeignete Koordinaten für Testnadeln oder Testpunkte, die angefahren werden müssen, werden von der Software automatisch berechnet und können vom Anwender ohne Aufwand ausgegeben werden.
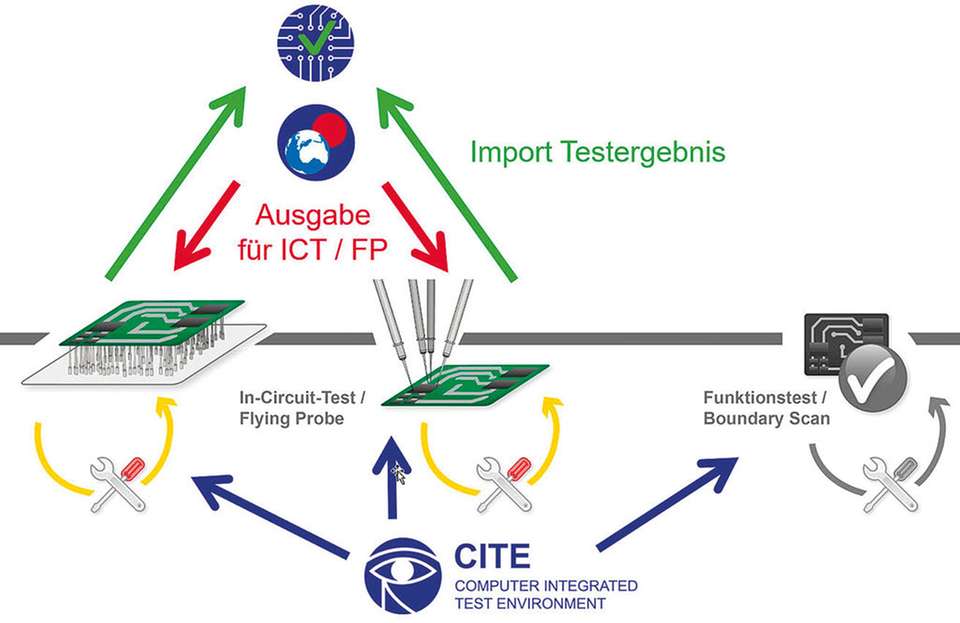
Noch besser ist es, wenn man Prozesse nicht nur steuern, sondern auch regeln kann. Zu diesem Zweck hat Digitaltest mit QMAN eine zweite Software entwickelt. Sie sammelt die Informationen von den einzelnen Produktions- und Testschritten und gibt sie an die CAD-Software zurück. Sie importiert zum Beispiel nicht nur die Testergebnisse der Lotpasteninspektion, sondern wertet sie auch statistisch aus. Häufen sich die Fehler, könnte etwa eine Reinigung der Schablone notwendig sein. Dann gibt QMAN die entsprechende Warnung aus.
Zudem speichert die Software alle Ergebnisse folgender Tests: AOI nach Bestückung und Reflow-Löten, Röntgen-, In-Circuit-, Flying-Probe-, Boundary-Scan- und End-of-Line-Tests. Mit den gesammelten Ergebnissen lässt sich statistisch beurteilen, ob es bei bestimmten Bauteilen immer wieder Probleme gibt. Es kommt durchaus vor, dass Baugruppen angepasst werden müssen, sei es, weil höhere Leistung oder ein geringer Stromverbrauch nötig ist oder Bauteile nicht mehr lieferbar sind. Dann kann man in diesem Zusammenhang auch mit den gesammelten Informationen anhand statistischer Auswertungen entscheiden, wo es auf einer Baugruppe öfter zu Problemen kommt und wo Designänderungen sinnvoll sind.
Gleichzeitig lässt sich die Qualitätssoftware auch als Wissensmanagement-Tool nutzen: So lassen sich mit ihr knifflige Reparaturen dokumentieren. War eine Reparatur wegen des hohen Aufwands bislang zu langwierig und damit zu teuer, wird sie nun wirtschaftlich durch die konsequente Dokumentation, die sich beim nächsten Auftreten desselben Fehlers einfach wieder abrufen lässt. Folglich stellt eine Reparatur nun in vielen Fällen eine lohnende Alternative zum Wegwerfen defekter Baugruppen dar. Das schont kostbare Ressourcen und die Umwelt.
Durchgängig bis zum Schluss
Nach wie vor ist bei manchen Baugruppen auch manuelle Bestückung notwendig. Für diese Handarbeitsplätze generiert die QMAN-Software Checklisten samt Informationen zur Bauteilplatzierung. Nach dem Bestücken wird ins System zurückgeschrieben, wer wann welche Bauteile bestückt hat; für die Nachverfolgbarkeit eine wichtige Information. Abschließend folgt der End-of-Line-Test. Da jede Baugruppe über ihre Seriennummer eindeutig identifizierbar ist, prüft die Software danach nochmals, ob die jeweilige Baugruppe alle notwendigen Produktions- und Testschritte durchlaufen hat und ob diese erfolgreich waren. Hier wird nun der Regelkreis geschlossen, indem die Software entsprechende Reporte an das CAD-System zurück gibt. Damit sieht man schnell, wo Qualitätsauffälligkeiten auftreten und kann gezielt eingreifen.