


.jpg)

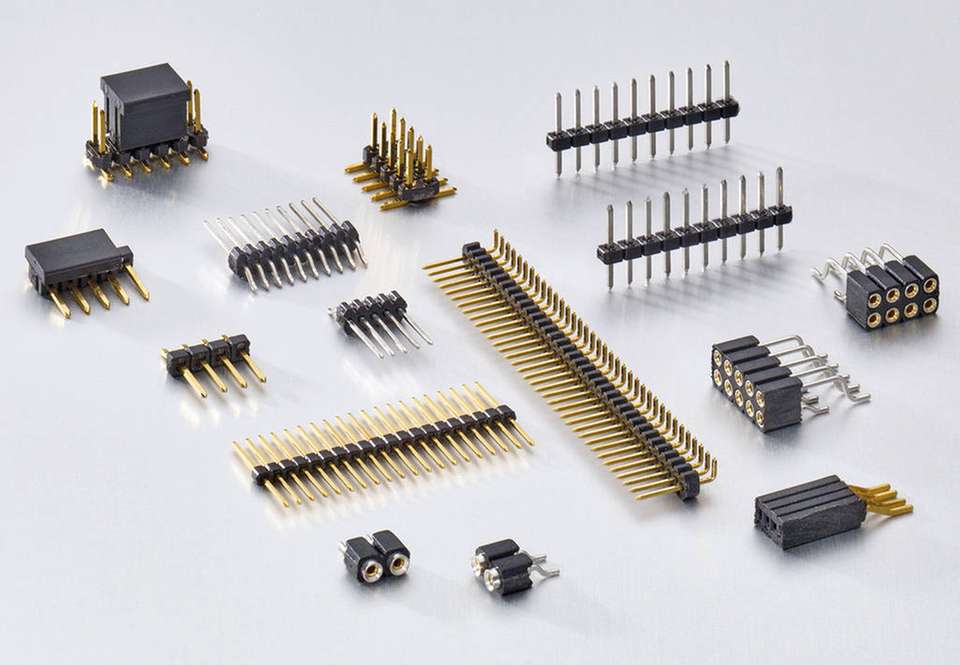
Auch heute noch werden überwiegend Steckverbinder für das Anschlussraster 2,54 mm verbaut. Die immer kleiner werdenden Elektronikbaugruppen im Maschinen-, Sondermaschinen- und Steuerungsbau verlangen aber auch bei den Steckverbindungen nach kleineren Ausführungen. Entsprechend gewinnen die kleineren Raster 2,00 mm und 1,27 mm in zunehmendem Maße an Bedeutung. Hierbei ist das Raster 2,0 mm als metrisches Raster um etwa 20 Prozent und das Raster 1,27 mm als zölliges Raster um 50 Prozent kleiner als das bisherige Standardraster.
Neue Kunststoffe für dünne Wände
Durch die Reduktion des Kontaktabstandsmaßes (Raster) verringert sich neben den kleineren Kontakten auch die Wandstärke der Isolierkörper. Zum Teil sind die Wände nur einige Zehntel Millimeter dick. Sie können oft nur noch mit technischen Kunststoffen, beispielsweise aus der LCP-Gruppe (flüssigkristalline Polymere), gefertigt werden. Die Kunststoffe bestehen aus starren, stabförmigen Makromolekülen, die sich in der Schmelze parallel ausrichten.
Dadurch lassen sich sehr kleine Wandstärken auch bei längeren Fließwegen, wie es bei Steckverbindern keine Seltenheit ist, zuverlässig füllen. Naturgemäß sind die Anforderungen an die entsprechenden Formwerkzeuge deutlich höher. Sie müssen extrem gut auf den dünnflüssigen Kunststoff abgestimmt, äußerst formschlüssig und hochpräzise gefertigt sein. Zu beachten ist außerdem, dass die Werkzeuge eine Temperatur von mehr als 130 °C haben müssen.
Die LCP-Materialien sind in der Regel inhärent flammgeschützt (Stufe V0) und nicht durch flammhemmende Zusatzstoffe belastet. Durch den Zusatz von Füllstoffen, wie Faser- oder Mineralfüllungen, wird ein sehr formbeständiger Kunststoff erzeugt. Damit lassen sich feinste Strukturen, wie sie bei Steckverbinderleisten mit kleineren Rastern auftreten, sicher herstellen. Die Wärmeformbeständigkeit des Kunststoffs übersteigt 270 °C, bei einzelnen Typen sogar 300 °C. Außerdem besitzen die Materialien sehr gute mechanische Eigenschaften.
Löten bei kleinen Rastern
Bezüglich des Lötverfahrens gibt es bei den kleinen Rastern keine Einschränkung. Es können dieselben Verfahren eingesetzt werden wie bei den größeren Rastern:
das Wellenlötverfahren
verschiedene Reflow-Lötverfahren
das bauteilschonende Dampfphasenlöten
Beim Wellenlötverfahren werden die Steckverbinder nur selten Bedingungen jenseits der sonst üblichen maximalen Dauertemperaturbelastung ausgesetzt. Bei den SMD-Löttechniken sind hingegen Temperaturen von ungefähr 260 °C normal. Bedingt durch diese höhere Löttemperatur steigen die Anforderungen an die Steckverbinder deutlich. Beim SMD-Löten ist es zum Beispiel zwingend erforderlich, dass die Isolierkörper aus entsprechend hochtemperaturbeständigem Kunststoff hergestellt werden. In den letzten Jahren wurden dafür verschiedene solcher Hochtemperaturmaterialien entwickelt und eingesetzt.
Für kleinere Hersteller von Steckverbindern lohnt es sich kaum, bei gleicher Bauform der Isolierkörper, unterschiedliche Kunststoffe für das Wellen- und das SMD-Lötverfahren zu verwenden. Neben der möglichen Verwechslungsgefahr, sofern man dieselbe Farbe wählt, ist auch die doppelte Lagerhaltung zu bedenken. Daher bietet es sich an, unabhängig vom Lötverfahren, den hochtemperaturbeständigen Kunststoff für alle identischen Bauformen zu verwenden.
Geringere elektrische Belastbarkeit
Wichtige Merkmale bei der Auswahl von Steckverbindungen sind deren elektrische Kenndaten. Die gängigen 2,54-mm-Typen liegen in der Regel bei einem Nennstrombelastungswert von bis zu 3 A. Bei kleineren Rastern verringert sich die Belastbarkeit: Zum Beispiel geht die Nennstrombelastung beim 2,00-mm-Raster teilweise noch bis etwa 3 A, während sie beim 1,27-mm-Raster höchstens 1,5 A erreicht. Das liegt daran, dass die Kontaktquerschnitte entsprechend der geringeren Kontaktabstände zwangsläufig kleiner sein müssen, um die notwendigen Isolationswiderstände (Luft und Kriechstrecke) zu erreichen. Hier liegt der Stromwert je nach Raster und Typ bei 1,0 bis 2,5 A. Die kleineren Raster eignen sich somit besonders gut für den Einsatz im Bereich der Datenübertragung, wo die Strombelastung meist gering ist; teilweise im niedrigen Ampere-Bereich.
Variationsmöglichkeiten ergeben sich auch durch den Einsatz unterschiedlicher Kontaktwerkstoffe. Während der elektrische Leitwert von Zinn-Bronze (CuSn) bei etwa 9 S/m liegt, erreicht er bei Messing (CuZn) etwa 15 S/m. Dabei müssen jedoch die mechanischen Beanspruchungen berücksichtigt werden. Ist beispielsweise eine gewisse Federungsfähigkeit erforderlich, sollte eher CuSn verwendet werden.
Für den Massenmarkt der Leiterplattensteckverbinder reichen diese Möglichkeiten der elektrischen Belastbarkeit in den meisten Fällen vollkommen aus. Für elektrisch und mechanisch hoch beanspruchte Kontaktteile (Federteile) haben sich darüber hinaus Werkstoffe aus Kupfer-Beryllium–Legierungen (CuBe) mit bis zu 2 Prozent Beryllium bewährt. Dafür sind sowohl Varianten in walzhartem Zustand als auch aushärtbare Typen verfügbar. Die aushärtbaren Varianten eignen sich besonders gut für stark geformte Federelemente.
Automatengerechte Verpackung
Zusammenfassend lässt sich sagen, dass die Miniaturisierung im Bereich der Leiterplattensteckverbinder weitergeht. Entsprechend müssen die Hersteller von Steckverbindern ihre Produktvielfalt bei den kleineren Rastern so erweitern, dass die Kunden in Zukunft eine ähnlich große Auswahl wie beim 2,54-mm-Raster haben. Es gilt, mit den Wünschen der Kunden Schritt zu halten. Teilweise braucht es auch Ausführungen, die an die kleinere Rastergröße angepasst sind.
Nicht zuletzt ist es im Sinne des Kunden, wenn Hersteller von vornherein großen Wert auf eine automatengerechte Verpackung legen. Dafür ist die Tape&Reel-Verpackung ein sinnvoller Lösungsansatz. Gegebenenfalls erhalten die Steckverbinder noch eine Bestückungshilfe zum Platzieren (Pick&Place). Sie eignet sich nicht nur für Steckverbinder, die in oberflächenmontierter Ausführung (SMD) verlötet werden, sondern wird verstärkt auch in der Durchstecktechnik (THT und THR) eingesetzt, egal ob die Teile mittels Wellen- oder Reflow-Lötverfahren verarbeitet werden.






_klein.jpg "Push-X für schnellen Direktanschluss")



