Entsorgung des Treibhausgases Katalysator auf Zuckerbasis verwertet Kohlendioxid In einer Studie der Northwestern University wird ein günstiger Katalysator aus Molybdän und Haushaltszucker ...
Fokus auf Power Embedding Fokus auf Power Embedding Bessere Effizienz in Hochleistungssystemen Schukat, Distributor für elektronische Bauteile und Taiwan Semiconductor (TSC) blicken in diesem Jahr auf eine sehr ...
Schwerpunkt liegt auf Automotivebereich Schwerpunkt liegt auf Automotivebereich Neue Siliziumkarbid-MOSFETs Mit Schwerpunkt auf die Automobilindustrie stellt der Halbleiter-Hersteller Sanan Semiconductor auf der PCIM 2024 in ...
Gemeinsames Interesse von Cyberkriminelle und nationalstaatliche Akteure Gemeinsames Interesse von Cyberkriminelle und nationalstaatliche Akteure Von Pawn Storm und anderen APT-Akteuren kompromittierte Router Internet-Router sind nach wie vor ein beliebtes Ziel für Angriffe, weil sie oft nicht ausreichend geschützt sind. ...
Iridiumbedarf erheblich gesenkt Iridiumbedarf erheblich gesenkt Ist der Weg frei für eine wasserstoffbasierte Energiewirtschaft? Durchbruch bei grüner Energie: Ein Katalysator, der Forscher am RIKEN Center for Sustainable Resource Science (CSRS ...
Chip-Design, IIoT und vertrauenswürde Elektronik Chip-Design, IIoT und vertrauenswürde Elektronik Hightech pur Quanten- und Nanosensorik, vertrauenswürdige Elektronik, Chip-Design, IIoT (Industrial Internet of Things) und ...
Überblick für Entwickler batteriebetriebener Systeme SiC-MOSFETs und Si-IGBTs als selbstgeschützte Batterietrennschalter Das kostenlose Whitepaper gibt Einblicke in die Herausforderung, Solid-State-Lösungen als Ersatz für mechanische ...
Produkt des Monats „Drahtwälzlager LER 1.5“ Wenn jeder Millimeter zählt vor 9 TagenFranke-Drahtwälzlager vom Typ LER 1.5 überzeugen durch kleinsten Einbauraum und eignen sich dadurch ideal für den ...
Ethernet-Leitungen CAT 6/6A & CAT 7/7A Flexible Ethernet-Leitungen für hochflexible Industrieanwendungen 26.04.2024In der Fertigungsbranche ist die durchgängige Vernetzung und Kommunikation auf allen Ebenen des Produktionsprozesses ...
Produkt des Monats: Effiziente Druckluftmembranpumpen Druckluftkosten senken – mit effizienten Membranpumpen 22.04.2024Bis zu 20 Prozent weniger Druckluftverbrauch. Ein Wechsel auf moderne AODD-Pumpen rechnet sich für viele Betriebe ...
Produkt des Monats: ACOPOS P3 Jetzt geht’s um die Wurst 16.04.2024Für den Markterfolg von Sondermaschinenbauern wie Singer & Sohn ist es entscheidend, schnell und mit überschaubarem ...
Wie die drahtlose Technologie Produktionsprozesse optimiert Mehr Effizienz mit IO-Link Wireless 02.04.2024IO-Link hat sich als unverzichtbare Technologie in der Automatisierungstechnik für Sensoren und Aktoren etabliert. ...
KI-Risiken minimieren Muss Künstliche Intelligenz mehr reguliert werden? Künstliche Intelligenz hat ein enormes Potenzial und hält immer mehr Einzug in Unternehmen, aber sollte ihr Einsatz ...
Herausforderung meistern! Wie Process Intelligence die Fertigung und Lieferkette optimiert Vor 19 StundenFür produzierende Unternehmen und deren Zulieferer in der Supply Chain steigt der Druck und Wettbewerb durch interne ...
Ein Kommentar zur Arbeitssituation Wie viel Macht hat der Arbeitgeber eigentlich noch? vor 2 TagenIn Zeiten des Arbeitnehmermarktes fragen sich viele Arbeitgeber, ob sie überhaupt noch am Ruder ihres eigenen ...
Zu wenig Ingenieure in Deutschland Fachkräftemangel bedroht Transformation zu einer nachhaltigen Industrie vor 2 TagenAktuell trifft sich Industrie und Wirtschaft auf der Hannover Messe. Zentrales Thema ist eine nachhaltige Industrie ...
Mehr als nur ein grünes Image Nachhaltige Lösungen für Faserverbundwerkstoffe im Leichtbau Immer häufiger sollen nachwachsende Rohstoffe in Verbundstoffen für technische Anwendungen eingesetzt werden. Bisher ...
ChatGPT und Sicherheitsfilter Sicherer Einsatz von Large Language Models in der Robotik vor 3 TagenProf. Angela Schoellig von der Technischen Universität München (TUM) setzt ChatGPT ein, um Choreographien für ...
DFKI und Google erweitern Partnerschaft KI für die Cloud vor 3 TagenDas Deutsche Forschungszentrum für Künstliche Intelligenz (DFKI) und Google vertiefen ihre Zusammenarbeit. Durch ...
N-Heteroaren-Moleküle Neuentdeckte chemische Verbindung löst 120 Jahre altes Problem vor 3 TagenForscher des College of Science and Engineering (CSE) der University of Minnesota haben zum ersten Mal eine ...
Vielfältige Gefahren und Auswirkungen kennen Warnung vor Deepfake-Phishing: Mitarbeiter entlarvt CEO-Imitation Cybersicherheit wird in einer digitalisierten Wirtschaft ein immer wichtigeres Thema. Dr. Martin J. Krämer, Security ...
Tools zur schnellen Analyse Harte Konsequenzen bei Verstößen gegen den Cyber Resilience Act? Vor 17 StundenDer Cyber Resilience Act (CRA) steht kurz vor der Einführung. Hersteller, Importeure und Händler sollten sich ...
Kommentar von einem KI-Experten KI made in Europe – Die Zukunft von Künstlicher Intelligenz vor 2 TagenDie führenden Technologiezentren für Künstliche Intelligenz sind derzeit außerhalb Deutschlands und Europas. Doch ...
Neue Schutzkonzepte Mehr Sicherheit für industrielle Gleichstromnetze vor 2 TagenGleichstromübertragung bietet viele Vorteile für moderne Stromnetze in der Industrie. Dazu gehören ...
Wachstum in allen Segmenten und Regionen Erstmals die 3-Milliarden-Marke Umsatz geknackt TÜV Süd sorgt für Sicherheit und Nachhaltigkeit. Der internationale Dienstleistungskonzern steigerte seinen Umsatz ...
Multitalent im Energiebereich Schutzschalten neu gedacht Vor 1 TagSiemens hat mit dem Sentron ECPD ein neues Schutzgerät entwickelt, das Stromkreisfehler elektronisch abschaltet und ...
Modernisierte Schaltschranktechnik Neue Steuerung: Hightech für die Dorfkäserei vor 2 TagenEine Schweizer Dorfkäserei modernisiert den Betrieb mit viel neuer Technik und Automation. Der alte Schaltschrank ...
Intelligente Stromüberwachung schützt Miniatur Wunderland vor Ausfällen Licht an für Rio de Janeiro! vor 2 TagenDas Hamburger Miniatur Wunderland kommt nicht zur Ruhe. Emsig schaffen die virtuosen Modellbauer immer neue Welten, ...
Entwicklung von Transport- und Installationskonzept Schwimmend in die Zukunft: Entwicklung eines Wellenkraftwerks in Kiel Vor einem Jahr taufte die FH Kiel ihren Prototyp eines schwimmenden Wellenkraftwerks. Jetzt entsteht in ...
Neue Potenzial für die Energieerzeugung durch Wasserkraft Neue Studie zeigt Fischverträglichkeit des Energyfish-Schwarmkraftwerks vor 2 TagenDas auf Fischschutz spezialisierte Alden Research Laboratory hat eine Studie zur Bewertung der Fischverträglichkeit ...
Aktuelle Anwendungen und Forschung Wie steht es um Agri-PV in Europa? vor 2 TagenLaut einer Dena-Studie befindet sich Agri-PV in Europa vor einem Markthochlauf: Die angewandte Forschung verzeichnet ...
Saubere Energie für Deutschland Neue Energiequelle: Kernbrennstoff aus Atommüll vor 2 TagenAus Plutonium „CO2-freien“ Strom gewinnen? Die eigens von ALD gegründete Tochterfirma NewMOX will künftig Atommüll ...
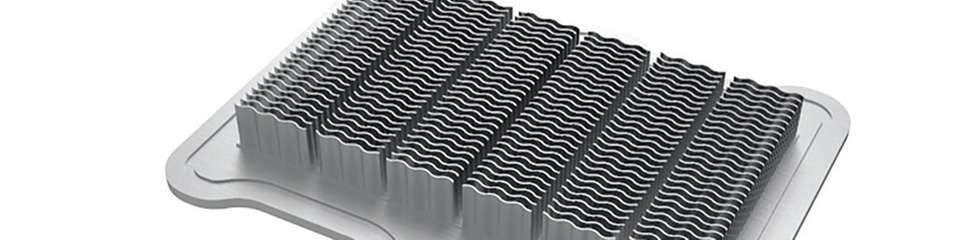
Einsatz des Skived Fin-Verfahrens Hochleistungs-Kühlkörper für leistungsstarke Elektronik-Systeme Wo Schnelligkeit oder Leistung gefragt sind, entsteht auch viel Abwärme. Hier kommen die anwendungsoptimierten ...
Das neue Taiwan? Was hinter dem Chip-Rausch in Vietnam steckt vor 2 Tagen„Vietnam möchte langfristig das neue Taiwan werden“, sagt Dr. Stefan Laser, Sozialwissenschaftler an der Ruhr- ...
Gemeinsam im High-End Performance Packaging Bereich Rapidus und Fraunhofer IZM kooperieren zukünftig vor 2 TagenDas japanische Unternehmen Rapidus und das Fraunhofer IZM arbeiten gemeinsam an neuen Packaging-Lösungen für ...
Präsens auf der Ausbildungs- und Karrieremesse „Future Talents“ für das Unternehmen Jauch Quartz vor 2 TagenMit der Teilnahme an der Ausbildungs- und Karrieremesse Azubispot positionierte sich Jauch Quartz vor über 500 ...
Nachhaltige Dampf- und Wärmelösungen (Promotion) Bosch Industrial Heat auf der Achema: Halle 8, Stand A78 Bosch Industrial Heat präsentiert auf der Achema nachhaltige Dampf- und Wärmelösungen für Industriebetriebe weltweit ...
Zusammenarbeit für sichere Unterwasseranlagen Gemeinsame Elektrifizierung von Unterwasser-Ventilen geplant vor 2 TagenZusammenarbeit geplant: Die Unternehmen Bosch Rexroth und PetrolValves konzentrieren sich in ihrer Zusammenarbeit ...
Höhere Qualität, weniger Ausschuss Vakuumhärteprozesse genau überwachen vor 2 TagenVakuumhärten ist ein Schlüsselprozess in der modernen Fertigungsindustrie, bei dem Vakuummessgeräte wichtig sind. ...
„Digital Champion 2024“ Ausgezeichnet digital vor 2 TagenDas Technologieunternehmen Gemü wird zum dritten Mal in Folge von Focus Money und Deutschlandtest zum „Digital ...









.jpg "SiC-MOSFETs und Si-IGBTs als selbstgeschützte Batterietrennschalter")
































