




Entscheidend ist, alle Aktivitäten im Zusammenhang mit der Validierung innerhalb eines kurzen Zeitraumes abzuschließen, damit die Produktion hochgefahren werden kann und keine Zeitfenster verpasst werden. Strategien sind zwingend zu verfolgen, um die Validierungsabläufe trotz der zunehmenden Komplexität der HF-ICs so einfach wie möglich zu gestalten. Gleichzeitig müssen alle Anstrengungen unternommen werden, um die Testkosten niedrig zu halten.
Die Entwicklung der funkbasierten Kommunikation und die immer höheren Erwartungen an die Leistungsfähigkeit treiben die Fortschritte im HF-Bereich voran. Neue Frequenzbänder werden erschlossen, Ausbreitungstechniken ändern sich, und es werden verschiedene Modulationen und Kodierungen verwendet. All dies stellt die durchzuführenden Testverfahren vor neue Herausforderungen.
Testauswirkungen
mmWave ist eine Funktechnik, die als Grundlage für die 5G-Ära und künftige Generationen der mobilen Kommunikation gilt. Weltweit wurden bereits Frequenzbänder von 24 bis 39 GHz für die Unterstützung von 5G-Diensten zugewiesen. Durch mmWave können der Netzwerkdurchsatz und die Latenz um Größenordnungen gesteigert werden.
Laut den Analysten von Research & Markets verzeichnet der weltweite Markt für 5G-mmWave-Chipsätze derzeit ein durchschnittliches jährliches Wachstum (CAGR) von rund 37 Prozent. Auf dieser Grundlage werden bis 2026 jährliche Umsätze in Höhe von 56,3 Milliarden US-Dollarprognostiziert. Die weit verbreitete Integration dieser Bauelemente in Smartphone-Designs wird hier der wichtigste Treiber sein.
Auf Systemebene erfordert mmWave drastische Änderungen des HF-Frontends: es muss ein 400-MHz-Betrieb erreicht werden. Die schmalbandig modulierten Wellenformen bedeuten, dass sich die erhöhte Rauschempfindlichkeit auch hier als problematisch erweist, so dass Rauschunterdrückungsmechanismen erforderlich sind. Hinzu kommt der viel höhere Pfadverlust, den mmWave mit sich bringt.
Änderung der Spielregeln
mmWave-Hardware verändert die laborgestützte Charakterisierung. Die kürzeren Ausbreitungsdistanzen bedeuten, dass externe Faktoren einen viel größeren Einfluss auf die erzielten Ergebnisse haben, als dies bei anderen Funktechniken – mit ihren Leitfähigkeitstests – der Fall war. Der Großteil der Charakterisierung erfolgt daher über Over-the-Air-(OTA-)Tests.
Die kurzen Ausbreitungsdistanzen von mmWave-Signalen bedeuten auch, dass die Entwickler einen Weg finden müssen, die Ausgangsleistung von AiPs (Antenna-in Packages) und Modulen zu erhöhen. Der einfache Versuch, die Leistung zu erhöhen, wird nicht funktionieren. Denn das würde die Batterie des Mobiltelefons zu schnell entladen. Stattdessen wird das Signal mit Hilfe von Beamforming in eine bestimmte Richtung gelenkt (statt überall auszustrahlen). Dadurch verbessert sich die Übertragungsstärke und die Batteriereserven werden nicht zu schnell aufgebraucht.
Feinheiten der OTA-Tests
Die Testprobleme, die die mmWave-Hardware mit sich bringt, betreffen hauptsächlich die Maximierung von OTA-Tests. Neben Tests bei verschiedenen Frequenzen, mit unterschiedlichen Wellenformen oder Modulationen kommt auch noch der räumliche Aspekt hinzu. Es wird nicht mehr nur um lineare Tests gehen. Es müssen Tests durchgeführt werden, um den Strahl in verschiedene Richtungen zu untersuchen, um ein genaues 3D-Profil zu erstellen. Das bedeutet, dass jeder Parameter in all diesen verschiedenen Richtungen geprüft werden muss. Selbst wenn die erforderliche Granularität nicht so hoch ist (zum Beispiel alle 5 Grad), erhöhen sich der Arbeitsaufwand und die Dauer des Validierungsprozesses erheblich.
Sollte eine größere Granularität erforderlich sein (zum Beispiel bei Richtungsänderungen von nur 1 Grad), wird dies sowohl Zeit als auch Ressourcen enorm beanspruchen. Entwicklungsteams führen Hunderte, möglicherweise sogar Tausende von Messungen an allen Punkten innerhalb einer Hemisphäre durch, um das räumliche Verhalten des zu prüfenden Geräts (DUT) zu verstehen – während in der Vergangenheit nur ein einziger linearer Test für jede der Parameterwert-Kombinationen erforderlich gewesen wäre. Eine herkömmliche Leistungsmessung über alle Variablen hinweg hätte früher etwa 10 bis 15 Minuten in Anspruch genommen. Da nun auch das räumliche Element berücksichtigt werden muss, kann die Durchführung solcher Tests Stunden, wenn nicht gar Tage dauern.
Die schrittweise mechanische Bewegung des Prüflings zu den verschiedenen Positionen, aus denen sich die Halbkugel zusammensetzt, und die anschließenden Einzelmessungen an jeder dieser Positionen ist viel zu zeitaufwendig und damit unpraktisch. Daher ist eine neue Anordnung erforderlich, die das Anhalten und Starten überflüssig macht, indem der Prüfling in Bewegung bleibt und die Messungen als Teil eines kontinuierlichen Sweeps durchgeführt werden. Eine weitere technische Herausforderung bei der Validierung von mmWave-Hardware liegt darin, dass es bei OTA-Tests keine physische Verbindung gibt. Folglich ist jede Messung mit einem hohen Maß an Unsicherheit behaftet. Daher ist eine präzise Kalibrierung auf Systemebene erforderlich, um die Auswirkungen der Umgebungsbedingungen (Temperatur, Luftfeuchtigkeit, Signalreflexionen und so weiter) in der Kammer abzuschwächen. Auch die Qualität der Kammer selbst ist von Bedeutung, denn je besser sie ist, desto stabiler ist die Testumgebung.
Als Nächstes muss die Leistungsfähigkeit der Messgeräte, insbesondere der Komponenten der Signalkette, geprüft werden. Bei Frequenzen >40 GHz, wie sie im mmWave-Bereich auftreten, wird es sehr viel schwieriger, eine akzeptable Genauigkeit zu erreichen (die derjenigen bei niedrigeren Frequenzen entspricht). Je höher die Frequenz ist, desto mehr Abwärtswandlungen durch A/D-Wandler sind erforderlich. Dabei ist umfangreiches Filtern notwendig, um alle daraus resultierenden Anomalien oder Störungen zu beseitigen, damit ein hohes Maß an Signalintegrität aufrechterhalten werden kann. All dies erhöht die Kosten für die beteiligten Instrumente und wirkt sich auf die Testbudgets aus.
Obwohl die erforderlichen Investitionen im Labor leicht zu rechtfertigen sein dürften, ist der finanzielle Aufwand für die Installation solcher Geräte in Produktionslinien eine ernste Angelegenheit. Da HF-Frontends für Beamforming-Zwecke an mehrere Antennen angeschlossen werden, sind auch Probleme mit der Selbsterwärmung zu beachten. Um dem entgegenzuwirken, ist es ratsam, eine präzisionsgesteuerte Temperaturkuppel in die HF-Testkammer einzubauen. So wird sichergestellt, dass die HF-Messungen am DUT nicht durch dieses Phänomen gestört werden.
Übergang zur Serienfertigung
Bei der Herstellung von ICs oder Modulen ist es unerlässlich, die Tests schnell und kosteneffizient durchzuführen. Werden mmWave-Tests auf konventionelle Weise durchgeführt, gibt es sicherlich verschiedene Anwendungen, für die sich dies als zu teuer erweist. In einigen Fällen lassen sich die logistischen Probleme auf Modulebene durch den Einsatz integrierter Selbsttests (BIST; Built-in Self Test) lösen. Wenn es jedoch um Bauteile geht, wird hochpräzise automatische mmWave-Testausrüstung (ATE; Automatic Test Equipment) unerlässlich sein – mit standortübergreifendem Betrieb, um das gleichzeitige Testen einer großen Anzahl von DUTs zu ermöglichen.
Die Möglichkeit, mit ein und derselben Ausrüstung sowohl Sub-6GHz- als auch mmWave-Tests durchzuführen, ist ebenfalls von großem Vorteil. Darüber hinaus ist es wichtig, dass die Vorgänge im Labor mit denen in der Produktion übereinstimmen, so dass eine direkte Korrelation zwischen den Messergebnissen der einen und der anderen Seite möglich ist. Durch solche Anordnungen lässt sich Zahl der Testfälle verringern, da so die kritischsten Messungen ermittelt werden können.
Ein kohärenter Ansatz
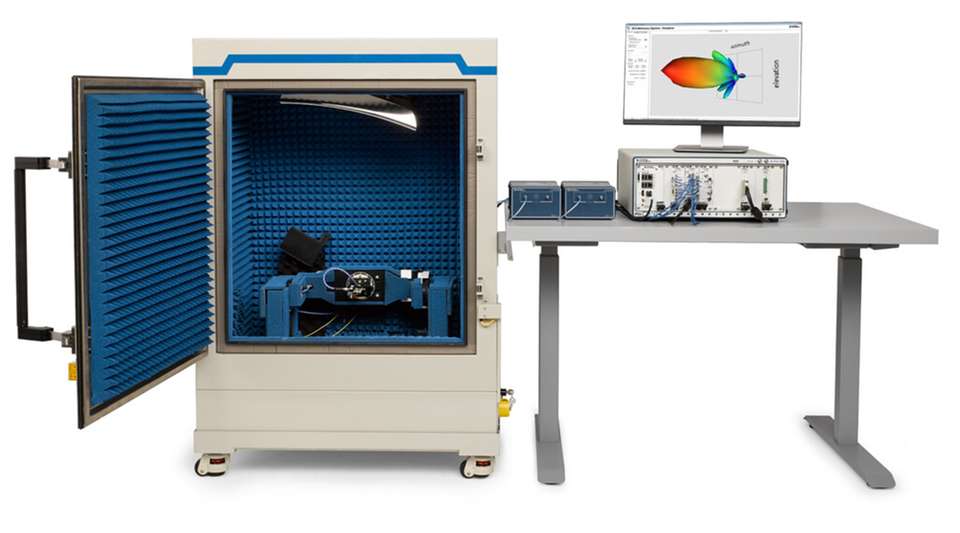
Die NI-Referenzarchitektur zur mmWave-OTA-Validierung kombiniert das eigene Know-how in den Bereichen Echtzeit-Bewegungssteuerung und Datenerfassung und ermöglicht so das schnelle Erfassen von HF-Messungen mit hoher Bandbreite. Der optimierte Aufbau umfasst einen leistungsstarken Vektorsignal-Transceiver (VST) im PXI-Format mit einem Frequenzbereich von 22,5 bis 44 GHz und zugehöriger Software sowie ein Paar mmWave-Köpfe, die das Signal zum/vom DUT übertragen.
Mithilfe dieser Instrumente lassen sich räumliche Sweeps mit einer beschleunigten Rate durchführen – wobei Messungen ausgelöst werden, wenn sich der Prüfling bewegt (Hunderte Messungen werden in nur einer Sekunde durchgeführt). Aus diesen Messungen lassen sich genaue 3D-Konstruktionen ableiten, die zeigen, wie das Ausgangsmuster des DUT aussehen wird. Zudem lassen sich etwaige Mängel identifizieren, die untersucht werden müssen. Dies kann in weniger als einem Fünftel (oder in manchen Fällen einem Zehntel) der Zeit geschehen, die herkömmliche softwarebasierte Methoden (die auf einem Start/Stop-Verfahren beruhen) benötigen würden. Damit sinken die Testkosten erheblich. Die Daten lassen sich auf vielfältige Weise visualisieren, was den Prüfern mehr Komfort bietet.
Mit dieser Plattform können Techniker alle Antennenanschlüsse der mmWave-Module untersuchen, die für das Beamforming verwendet werden. Daraus lassen sich Daten über Leistungspegel und Fehlervektorgröße (EVM; Error Vector Magnitude) ableiten. Die Tests können sowohl im Sende- als auch im Empfangsmodus durchgeführt werden, ohne dass der Testaufbau geändert werden muss. Das spart Zeit und technischen Aufwand. Da sich diese Messgeräte einfach in die STS-Plattform von NI integrieren lassen, unterstützen sie ATE-Abläufe mit hohen Stückzahlen in der Produktion. Bis zu 72 mmWave-Ports können in der Prüfkonfiguration untergebracht werden, um den Durchsatz zu erhöhen. Jeder dieser Ports unterstützt 32 Kanäle.
Fazit
Es war klar, dass die Einführung von mmWave aus Test- und Prüfsicht eine große Herausforderung und Umwälzung mit sich bringen wird. Zu verhindern ist, dass die Testverfahren in diesem Zusammenhang kostspielig und zeitaufwändig werden. Für OEMs, die mmWave-Hardware herstellen, ist es daher von Vorteil, wenn sie auf Testlösungen zugreifen können, die nicht nur während der Entwicklungsphase eine schnelle Validierung ermöglichen, sondern auch einen nahtlosen Übergang bis in die Serienfertigung unterstützen.
.jpg)










