Thema des Monates: Vollständige Integration (Promotion) Nahtlose Sensor-to-Cloud-Lösungen: Industrielle Abläufe transformieren In der heutigen schnelllebigen Industrieumgebung behindert die schwierige Integration der Sensor-to-Cloud- ...
Systemlösung für Food- und Pharmaindustrie Systemlösung für Food- und Pharmaindustrie Hohe Effizienz bei der Gasdruckregelung Für die automatische Druckregelung in Tanks hat Bürkert eine kompakte, hygienegerechte Systemlösung entwickelt. Sie ...
Sicherheit für Offline-KI-Lösung und Nachhaltigkeit im Fokus Sicherheit für Offline-KI-Lösung und Nachhaltigkeit im Fokus „Euro-Server“: Congatec und Thomas-Krenn entwickeln gemeinsam Embedded-Server Mit Congatec und Thomas-Krenn haben sich zwei Spezialisten für Embedded- und Edge-Systeme beziehungsweise Server zur ...
Störungen rechtzeitig erkennen Störungen rechtzeitig erkennen Messdatenplattform setzt neue Maßstäbe im Bahnenergienetz Sie wird ein zentraler Baustein auf dem Weg zu einem zuverlässigeren Bahnverkehr in Deutschland: Die neue ...
Neue Perspektiven für Kohlendioxid Neue Perspektiven für Kohlendioxid Wie lässt sich CO2 als Rohstoff nutzen? Das Konzept Power-to-X (PtX) verspricht klimaneutrale Rohstoffe durch nachhaltige Energieerzeugung. Eine Studie des ...
Vorbeugen statt reagieren Vorbeugen statt reagieren HWS 4.0: Warnsystem setzt auf KI-Power Leben retten und Schäden vermeiden, wenn Hochwasser droht: Das will ein modernes Hochwasserwarnsystem mit ...
Wie die drahtlose Technologie Produktionsprozesse optimiert Mehr Effizienz mit IO-Link Wireless IO-Link hat sich als unverzichtbare Technologie in der Automatisierungstechnik für Sensoren und Aktoren etabliert. ...
Produkt des Monats: Autarke Füllstandsensoren Autarke IoT-Füllstandsensoren machen Lieferketten smart 21.03.2024Immer noch gehören mobile oder entlegene Messstellen zu den größten Hürden, wenn Waren und Infrastruktur entlang der ...
Das Industriegebäude der Zukunft Sektorenkopplung ist der Schlüssel Das Industriegebäude der Zukunft nutzt die Umgebungsenergie in einem geschickt austarierten Zusammenspiel aus ...
Die Elektrifizierung der Chemie Die Chemie wird elektrisch - und nutzt Abfälle als Rohstoff vor 5 TagenElektrifizierung ist der Schlüssel zu einer klimaneutralen Chemie. Doch es braucht mehr als elektrisch beheizte ...
Transformationsdruck steigt Nachhaltigkeit als Chance vor 5 TagenDie Zukunft der Prozessindustrie steht unter dem Zeichen der Klimaneutralität. Die Herausforderungen auf dem Weg ...
Fünf Trends für mehr Nachhaltigkeit in der Fertigung Ehrgeizige Ziele, aber unklare Wege? vor 5 TagenNeben bestehenden Herausforderungen müssen sich produzierende Unternehmen 2024 auf die Corporate Sustainability ...
Vorteile durch digitale Steuerung und Kosteneinsparungen Aufbruch zur laserbasierten Optikfertigung Die optische Industrie setzt in ihren Prozessketten auf mechanische Verfahren. Das könnte sich bald ändern. Denn das ...
Hochleitender als auch hochisolierender Zustand Ladung bewegt sich in zweischichtigem Graphen wie Licht Vor 20 StundenEin internationales Forschungsteam unter der Leitung der Universität Göttingen hat erstmals experimentell ...
Von der ferngesteuerten Operation bis zum Hologramm Bayerischer Wirtschaftsminister Hubert Aiwanger zu Gast im 6G-Zukunftslabor Vor 20 StundenWährend deutschlandweit noch das 5G Netz ausgebaut wird, arbeiten Forschende der Technischen Universität München ( ...
Die nächste Technologierevolution Quantentechnologie auf dem Vormarsch vor 6 Tagen„Während derzeit alle Augen auf Künstliche Intelligenz gerichtet sind, bereitet sich mit Quantencomputing schon die ...
Ein Schritt in eine unabhängigere Zukunft Flexiblere Roboter mit gesenktem Energieverbrauch Kleinere Losgrößen anstelle von Masse, komplexere Produktionslinien, steigender Wettbewerbsdruck und instabile ...
Hohe spektrale Auflösung und kurze Messzeiten Erstes UV-Breitband-Spektrometer zur Luftschadstoffanalyse vor 3 TagenEin an der TU Graz entwickelte laserbasierte Technologie gibt neue Möglichkeiten zur kontinuierliche Echtzeitanalyse ...
Miriem Hammoudi, ASSA ABLOY Sicherheitstechnik, auf der INDUSTRY.forward Expo Schutz vor unbefugtem Zugriff – Cyber-physische Resilienz durch digitale Zutrittskontrolle vor 3 TagenAktuell sund Organisationen und Unternehmen im Cyber-Sicherheitsraum verwundbarer denn je - dabei spielt aber auch ...
Florian Schmidt, Hanwha Q CELLS, auf der INDUSTRY.forward Expo Zukunftsfähige Solare Energielösungen für die Industrie vor 4 TagenDurch eigene Photovoltaikanlagen wird die Stromversorgung von Unternehmen unabhängiger. Wie man in der Industrie ...
Schnellere Abläufe sowie hohe Sicherheit Industrial Metaverse und digitaler Zwilling Das Metaverse stellt einen Megatrend dar, der häufig mit Virtual- oder Augmented-Reality-Technologien in Verbindung ...
Zusammenspiel von Mensch und Maschine Der „Schlaue Klaus“ assistiert für fehlerfreie Produktion Vor 19 StundenDie Digitalisierung kommt immer mehr auch beim Werker an. Nun zeigt ein kognitives und kamerabasiertes ...
Große Fortschritte in der Fertigungsautomatisierung 3D-Vision-System wird zu KI gestützter Lösung vor 3 TagenIn-Sight L38 von Cognex bietet schnelle Implementierung und zuverlässige Inspektionen für die ...
Mit zahlreichen Konfigurationen und vielem mehr Neuer 19-Zoll PC: Ideales Einstiegsmodell mit vielen Möglichkeiten vor 3 TagenInoNet, deutscher Hersteller und Entwickler von professionellen und industriellen Computerlösungen, bietet ab sofort ...
PV-Module beim Check-up Photovoltaik: Wie Sie das Maximum aus Ihrer Anlage herausholen Bereits kleinste Fehler bei der Planung sowie Defekte oder kleinere Störungen reduzieren die Effizienz und Leistung ...
Ausbau beschleunigen Mehr Ladestationen für mehr E-Mobilität Vor 18 StundenDer weltweite Absatz von Elektrofahrzeugen ist im vergangenen Jahr um 55 Prozent gestiegen, doch die öffentliche ...
Vorteile vernetzter Gebäude Weniger Ressourceneinsatz durch Intelligentes Gebäudemanagement Vor 19 StundenBusbasierte Datennetzwerke sind ein wesentlicher Bestandteil der modernen Gebäudetechnik-Infrastruktur. Sie ...
Fit für die USA (Promotion) Neue Funktionen beim Smart Power Plant Controller Vor 19 StundenMit der Version 2.0 des Smart Power Plant Controller (SPPC) von Bachmann wurden die Regelverfahren speziell für den ...
Investitionen in Ausbildungsstätten und Produktionsanlagen Wago-Gruppe wächst auch im Jahr 2023 Die Wago-Gruppe wächst das dritte Jahr in Folge und erreicht in 2023 einen Umsatz von 1,37 Milliarden Euro. Damit ...
Neue Möglichkeiten in neuen Regionen Schurter verstärkt das Führungsteam Vor 18 StundenSeit dem 1. April 2024 übernimmt Steffen Lindner die neu geschaffene Position des General Manager & Vice President ...
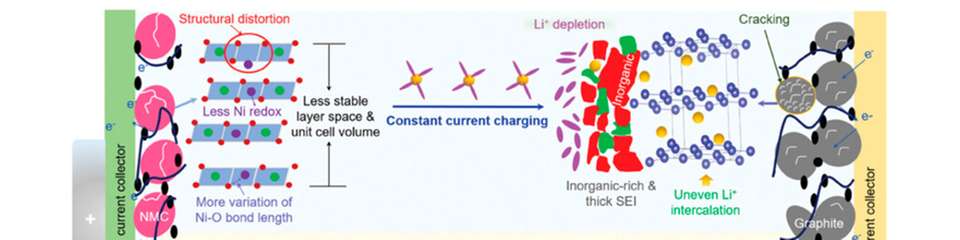
Vergleich von unterschiedlichen Ladeprotokollen Wie das gepulste Laden die Lebensdauer von Batterien verlängert Vor 18 StundenEin verbessertes Ladeprotokoll könnte die Lebensdauer von Lithium-Ionen-Batterien deutlich verlängern. Das Laden mit ...
Energieeinsparungen in Verbraucher- und Industrieanwendungen Rohms neuer Operationsverstärker minimiert die Stromaufnahme vor 4 TagenRohm hat mit dem LMR1901YG-M einen linearen Operationsverstärker entwickelt, der sich durch die branchenweit ...
Dr. Matthias Hofherr, Balluff, auf der INDUSTRY.forward EXPO Für höhere Produktqualität: Das Unsichtbare sichtbar machen Für Unternehmen stellt die Qualitätssicherung einen entscheidenden Faktor dar. Dabei stehen sie vor der ...
Endress+Hauser auf der Hannover Messe (Promotion) Prozessentwicklung durch Datenrevolution vor 4 TagenVom 22. bis zum 26. April 2024 wird Endress+Hauser in Halle 15 am Stand E52 der Hannover Messe seine Lösungen für ...
Die Zukunft der Biogasproduktion? Neue Wege für die Energieoptimierung in Biogasanlagen vor 4 TagenDie Fachhochschule Münster und Trilogik haben eine neue Generation von Rührwerken mit verbessertem ...
Restlose Entleerung und Reinigung Horizontalmischer effektiv reinigen ohne Produktverluste vor 4 TagenAnwendern steht nun eine neue Lösung zur effektiven Reinigung und restlosen Entleerung von Horizontalmischern zur ...
















.jpg "Bayerischer Wirtschaftsminister Hubert Aiwanger zu Gast im 6G-Zukunftslabor")




















