
Eine hohe Qualität wird erreicht, wenn die zu lackierende Fläche gleichmäßig benetzt wird. Lackbenetzungsstörende Substanzen (LABS) sind Rückstände wie Öle, Fette, Trennmittel oder Spuren von Kühlschmierstoffen, die ein gleichmäßiges Auftragen der Lackschicht verhindern und so zu trichterförmigen Störstellen und den sogenannten Kratern im Lack führen. Dieser Art Mangel gilt zum einen für den optischen Eindruck eines Produktes, aber teilweise auch funktional, wenn an diesen Schadstellen Korrosion beginnen kann.
Plasmareinigung unzureichend
Gründe für das Vorhandensein von Öl- und Fettspuren oder allgemein LABS gibt es viele: aus den vorigen Prozessschritten, spanender Bearbeitung, Formgebung, Verwendung von Öl im Bauteil selbst, kleine Unachtsamkeiten der Mitarbeiter und so weiter. Folglich gilt es, vor dem Lackieren wirklich gut zu reinigen.
Beim vorliegenden Fall geht es um die Lackierung von Metallbauteilen in einer UV-Lackieranlage. Das ursprüngliche Produktionskonzept beinhaltete eine Reinigung mittels Plasma vor der Zuführung der Produkte in die Lackierkammer. Die Basisidee der Plasmareinigung ist, dass deren reaktive Teilchen die Fette beziehungsweise Öle vom Bauteil ablösen, indem sie chemisch reagieren oder sie beim Aufprall eines Plasma-Teilchens quasi absprengen. Gegen diesen Gedanken ist prinzipiell nichts einzuwenden, doch für die betrachtete Verwendung war die Reinigungswirkung ungenügend.
Der Hersteller hatte somit als Zwischenlösung den Plasma-Part aus der Fertigungslinie ausgebaut und führte an dieser Stelle anders vorgereinigte Bauteile seiner UV-Lackieranlage zu – ein suboptimaler Zustand. Deswegen ging man auf die Suche, welcher Reinigungsprozess sich zum einen eignet und sich zum anderen in den Bauraum der ehemaligen Plasmareinigung integrieren ließe.
Vorversuche im Labormaßstab
Eine Reinigungsmöglichkeit ist der Einsatz von Heißdampf oder genauer Trockendampf. Dieser löst Schmutzteile, Fette et cetera von einer Oberfläche, treibt sie vor sich her und reißt sie mit dem Dampf-Abstrom mit. Als vereinfachte Funktionserklärung sei der Dampfstrahler bei der Autowäsche genannt, wobei es hier nicht auf trockenen Dampf ankommt.
Allerdings wurde Trockendampf bislang noch nicht für die Teilereinigung vor Beschicken der UV-Lackierung eingesetzt. Vorversuche im Labormaßstab mit Dampferzeugern von Dino konnten die Wirksamkeit des Verfahrens für die Aufgabe beweisen, sodass begonnen wurde, die Produktionsanlage entsprechend umzubauen.
Reinigungsvorgang mit Trockendampf
In einem Elektro-Dampferzeuger des Typs CD18 aus Edelstahl von Dino wird mittels elektrischer Heizelemente entmineralisiertes Wasser verdampft, das über eine Speisewasserpumpe vom Tank oder direkt aus der Leitung in den Druckbehälter gefördert wird. Die Dampfleistung liegt bei 24 kg pro Stunde.
Der Wasserdampf wird für die Anwendung auf 170 bis 180 °C überhitzt, der Druck steigt auf 10 bar statisch proportional an. Bei dieser Temperatur enthält der Dampf keine Wassertröpfchen oder Kondensat mehr, man spricht daher von Trockendampf.
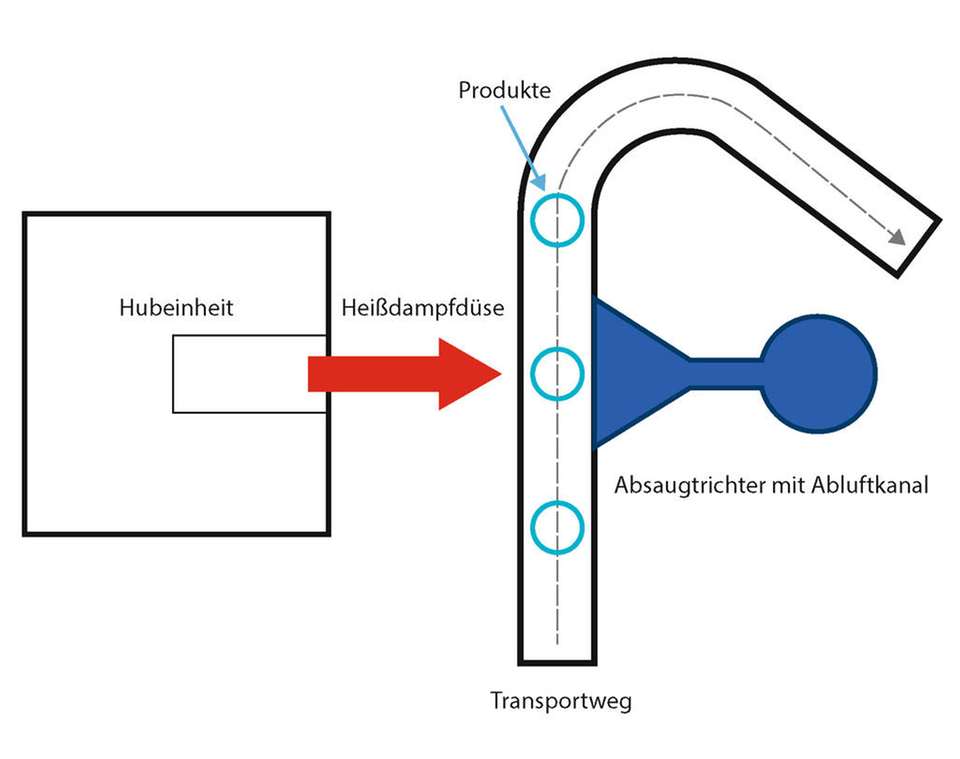
Über eine isolierte Leitung wird der Trockendampf mit 8,5 bis 9 bar Arbeitsdruck einer gesteuerten Düse zugeführt, die ihn dann auf das zu reinigende Produkt strahlt. Analog zum Versuch treibt der Dampf Vaseline-, Öl- und Schmutzpartikel vor sich her, löst sie ab und führt sie der Absaugung zu. Nach Angabe des Verwenders bleibt eine trockene, saubere und von der Oberflächenspannung lackierfähige Oberfläche zurück.
Die Absaugung hinter dem Objekt ist dabei enorm wichtig, um den mit Partikeln beladenen Abdampf und anfallendes Kondensat aufzunehmen. Denn durch Energieabgabe und Temperaturunterschiede am zu reinigenden Produkt sowie an Umgebungsflächen und der Absaugverrohrung ist Kondensieren bei Trockendampf eine standardmäßige Folge, die berücksichtigt werden muss.
Integration gelungen
Die Zusammenarbeit zwischen dem Anlagenbetreiber, Dino für Dampferzeuger und Peripherie sowie dem Unternehmen für die Absaugung machte es möglich, die neue Trockendampf-Reinigungsanlage in den Prozessraum der vormaligen Plasmareinigung zu integrieren. Die vorhandene, ansteuerbare Hubeinheit konnte weiter genutzt werden, sie realisiert die Bewegung der Strahldüse. Gleiches gilt für die vorhandene Absauganlage. Da ihre Grundleistung für die Aufgabe ausreichend war, wurde sie zur Aufnahme des Abdampfes adaptiert und um Kondensatsammler ergänzt.
Lediglich im Bereich der Transporttechnik und bei der Teileübergabe in die Lackierkabine musste Vorsorge getragen werden, dass kein Kondensat eingeschleppt wird, was beispielsweise durch eine Klapptüre sowie Abdeckungen an Produkt und Fördertechnik gegeben ist.