

22.jpg)

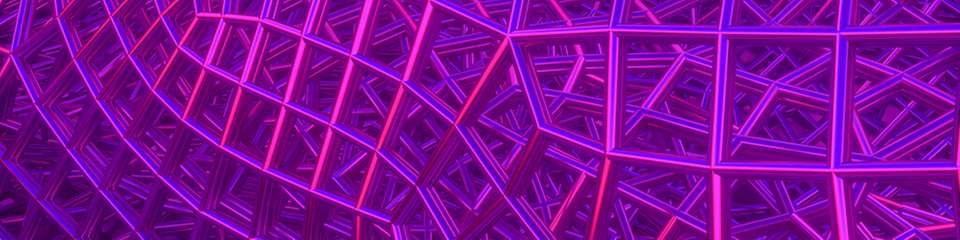
Großformatige Pouchzellen zeichnen sich durch hohe Speicherdichte und effektives Thermomanagement aus. Ihre vollautomatische Fertigung stellt hohe Anforderungen an Robotik, Handhabungstechnik und Qualitätssicherung: Sie bestehen aus mehr als 100 Lagen Anoden, Kathoden und Separatoren. Die einzelnen Lagen sind zwischen 20 und 100 Mikrometer stark. Sie sind äußerst empfindlich gegenüber mechanischer Perforation und chemischer Kontamination - davon hängen Funktion, Lebensdauer und Sicherheit der Batteriezelle ab. Entscheidend ist aber auch die genaue Position der Einzellagen. Denn schon ein 50 Mikrometer großer Partikel kann ohne äußere Einwirkung einen Kurzschluss auslösen und somit zu einem unkontrollierten Brand der Fahrzeugbatterie führen. Ein anderer Faktor sind die Kosten: Die RWTH Aachen hat in einer Untersuchung festgestellt, dass die Ausschussrate bei der Herstellung von Batteriezellen bis zu 40 Prozent beträgt. Der Anteil der Zellfertigung an den Gesamtkosten der Batterie macht knapp 50 Prozent aus. Nach einer Studie der Boston Consulting Group (BCG) liegt das Kostensenkungspotential der Zellfertigung bei 60 Prozent. Daher ist die vollautomatische Vakuum-Handhabung der Zellkomponenten ein entscheidender Faktor für mehr Sicherheit, Zuverlässigkeit, Lebensdauer, Performance und vor allem auch für geringere Kosten. Um die Durchsatzrate zu optimieren und damit die Kosten zu senken, müssen Anlagenstillstände und hohe Ausschussquoten vermieden werden. Erreicht wird dies durch die richtigen Handhabungslösungen. Um bei der Batteriefertigung einen Zellstapel zu bilden, werden sukzessive Anoden und Kathoden per Pick-and-Place zwischen Separatorlagen abgelegt. Das Unternehmen J. Schmalz hat dazu einen Flächengreifer entwickelt, der die einzelnen Elektroden handhabt. Die großformatigen Saugflächen halten die Elektrode auch bei hohen Beschleunigungen immer positionsgenau und schlupffrei. Der Flächengreifer besteht aus dem Spezialwerkstoff Peek (Polyethylenetherketon). Dieser minimiert mechanischen Abrieb und verhindert chemische Kontamination. Ein im Greifer integrierter pneumatischer Vakuum-Erzeuger basiert auf dem sogenannten Coanda-Prinzip. Nachdem Druckluft oder ein anderes Medium wie Stickstoff angelegt ist, wird innerhalb von zehn bis 15 Millisekunden das Vakuum aufgebaut. Der Vakuumlevel kann je nach Bedarf zwischen -10 und -100 Millibar - bezogen auf den Umgebungsluftdruck - eingestellt werden. Dadurch werden die dünnen, beschichteten Elektroden schonend behandelt und Stress wird minimiert. Konventionelle Vakuumgreifer dagegen benötigen einen Vakuumlevel von -300 bis -800 Millibar, um prozesssicher zu greifen. Das kann jedoch zu Strukturschäden oder sogar zu bleibenden Deformationen der dünnen Werkstücke führen. Um Laufzeitverzögerungen und Signalaufweitungen des Druckluftsignals zu verringern, gibt es Mikroventile, die unmittelbar am Vakuumerzeuger angebracht werden. Diese betragen damit nur noch 25 Millisekunden pro Meter Länge eines 6/4-er Schlauchs. Das vereinfacht sowohl die Programmierung als auch die Steuerung und verbessert die Prozesssicherheit des Greifvorgangs.Der Coanda-Ejektor zeichnet sich zudem durch einen hohen Volumenstrom aus, der auch hochporöse Werkstücke wie Separatoren oder Vliesmaterialien ansaugen kann. Damit die Partikelkontamination des Arbeitsraums verringert wird, verfügt der Greifer über eine optionale Abluftführung für den angesaugten Volumenstrom sowie für die vakuumerzeugende Druckluft. Bei Partikelgrößen von 3 bis 15 Mikrometern ist das besonders signifikant. Kommen Filter oder Abscheider zum Einsatz, verbleibt die angesaugte Luft im Prozess- oder Trockenraum. So ist eine schonende, präzise und prozesssichere Pick-and-Place-Anwendung im Sub-Sekundentakt möglich. Bei Stapelvereinzelung und Ablage auf zwei Positionen können Durchsatzraten von 80 pro Minute realisiert werden.
Lösung für den Dauerbetrieb
Um diese hohen Durchsatzraten auch im Dauerbetrieb zu erreichen, hat das Unternehmen einen Doppellagendetektor (DLD) entwickelt. Denn im vollautomatisierten Betrieb muss sichergestellt sein, dass keine Doppellagen von Elektroden aus dem Stapel entnommen werden. Konventionelle Lösungen stellen durch zeitaufwendige Maßnahmen sicher, dass jeweils nur eine Lage entnommen wird. Sie erreichen dies durch seitliches Lufteinblasen, durch Abstreifbürsten, Elektrodenbiegen oder durch Vibration des gesamten Greifers. Das belastet jedoch die Elektrode und vermindert die Taktrate. Der Doppellagendetektor ist in den Flächengreifer integriert. Im Gegensatz zu herkömmlichen Lösungen wird innerhalb von zehn Millisekunden und im Abstand von etwa zehn Millimetern über dem Elektrodenstapel, also noch innerhalb der Stapeleinfassung, bereits ein IO-/NIO-Signal an die Robotersteuerung gesendet. Bei IO wird die Pick-and-Place-Bewegung fortgesetzt, im Fall der Doppelbelegung eine Vereinzelungsroutine ausgelöst. Somit liegt die effektive Zykluszeit nur geringfügig über der nominalen Zykluszeit. Der Doppellagendetektor erhöht damit deutlich die effektive Durchsatzrate. Zudem werden die mechanischen Belastungen und die Kontamination der Elektroden minimiert.
Tiefziehen vermeiden
Beim nachfolgenden Fertigungsschritt muss die komplette Pouchzelle so gehandhabt werden, dass die Aluminiumummantelung an den Saugstellen nicht tiefgezogen wird. Sonst kann es an diesen Stellen zu Elektrolytverarmung kommen, was die Funktion der Batteriezelle beeinträchtigt. Der Schmalz-Pouchzellengreifer mit einem Saugerteppich aus Foliensaugern weist dafür eine innere Stützstruktur auf, die beim Ansaugen das Tiefziehen der Folie minimiert. Der Foliensauger lässt sich auch mit dem Spezialwerkstoff HT2 ausführen. Damit ist der Greifer elektrolytbeständig und stellt beim Befüllungsprozess der Pouchzelle mit Elektrolytflüssigkeit hohe Prozesssicherheit her.Die High-end-Ejektoren (pneumatische Vakuumerzeuger) verfügen über eine Luftsparregelung, die den Druckluftverbrauch um bis zu 90 Prozent mindert. Sie lassen sich fernparametrieren und bieten die Möglichkeit zur Zustands- und Energieüberwachung. Damit registriert der Ejektor langfristige, durch Saugerverschleiß oder Schlauchleitungsleckage verursachte �?nderungen und meldet diese lange vor kritischen Systemzuständen. Die Pouchzellengreifer eignen sich außerdem dafür, die versiegelten Batteriezellen vor und nach der Formierung zu handhaben, und Beschädigungen durch die Elektrolytverarmung zu minimieren. Damit verringern die Vakuumerzeuger und -greifer die Herstellkosten von Lithium-Ionen-Batterien. Sie leisten so einen wesentlichen Beitrag, Elektrofahrzeuge zu einer wirtschaftlichen Alternative für individuelle Mobilität und Gütertransport werden zu lassen.








![Vergleich: Ausgewählte Nettostromproduktion im Sommer und Winter des Jahres 2014 mit (1) viel Sonne, (2) viel Wind und (3) kaum erneuerbaren Energien [4]](/de/__image/a/225558/alias/xs/v/8/c/408/ar/16-9/fn/Abb1.jpg "Speichertechnologien für die
Energiewende")