Die Montagelinie unterscheidet sich auf den ersten Blick kaum von den anderen Produktlinien in der großen Fabrikhalle. Alleine die Anordnung in U-Form, das Fehlen von Auftragszetteln und anderem Papier und überhaupt der sehr aufgeräumte Eindruck geben einen versteckten Hinweis darauf, dass wir jetzt direkte Berührung mit Industrie 4.0 haben. Und ein Schild an der Stirnseite, auf dem „Multiproduktlinie“ steht. Gemeint ist damit, dass hier auf einer einzigen Fertigungslinie Hydraulikventile für Traktoren in sechs Produktfamilien und in 200 unterschiedlichen Varianten montiert werden. Im Werk Homburg produziert Bosch Rexroth unter anderem hydraulische Ventile für die Landtechnik, sogenannte Scheibenventile. Drei bis maximal sieben solcher Scheiben ergeben einen Ventilblock. Dieser regelt die hydraulische Leistung, die ein Traktor über die Hydraulikpumpe einem Anbaugerät bereitstellt, beispielsweise einem Pflug oder einem Düngemittelstreuer. Welche Varianten dieser Scheibenventile in welcher Stückzahl zur Montage anstehen, erfahren die Mitarbeiter über ein Auftragsterminal, das die Daten direkt aus der Auftragsliste des Warenwirtschaftssystems bezieht. „Wir nennen das vertikale Auftragsintegration, weil wir die Daten aus SAP eins zu eins ins Terminal bekommen“, erläutert Matthias Möller, der die technischen Funktionen und die Produktionsplanung in dem Werk verantwortet. „Hier steht kein Schreibtisch mehr mit lauter Zetteln darauf und hier muss auch niemand mehr eine Feinplanung der Produktion vornehmen. Denn die Feinplanung erfolgt jetzt direkt durch das System.“ An neun autarken Arbeitsstationen innerhalb der U-Form montieren ein bis maximal drei Mitarbeiter dann die Ventile. Beispielsweise wird am Anfang ein Typenschild mit Barcode auf dem Werkstück befestigt, an einer anderen Station die Elektronik montiert und dabei die aktuellste Software-Version aufgespielt, danach die Dichtungen in den Graugussblock eingebracht und am Ende der Montage eine Luftdichtheits-Prüfung vorgenommen. „Über einen RFID-Tag am Werkstückträger erkennen die einzelnen Stationen, welche Arbeitsschritte notwendig sind und welche Teile dazu benötigt werden“, berichtet Möller.
Pick-to-Light-System
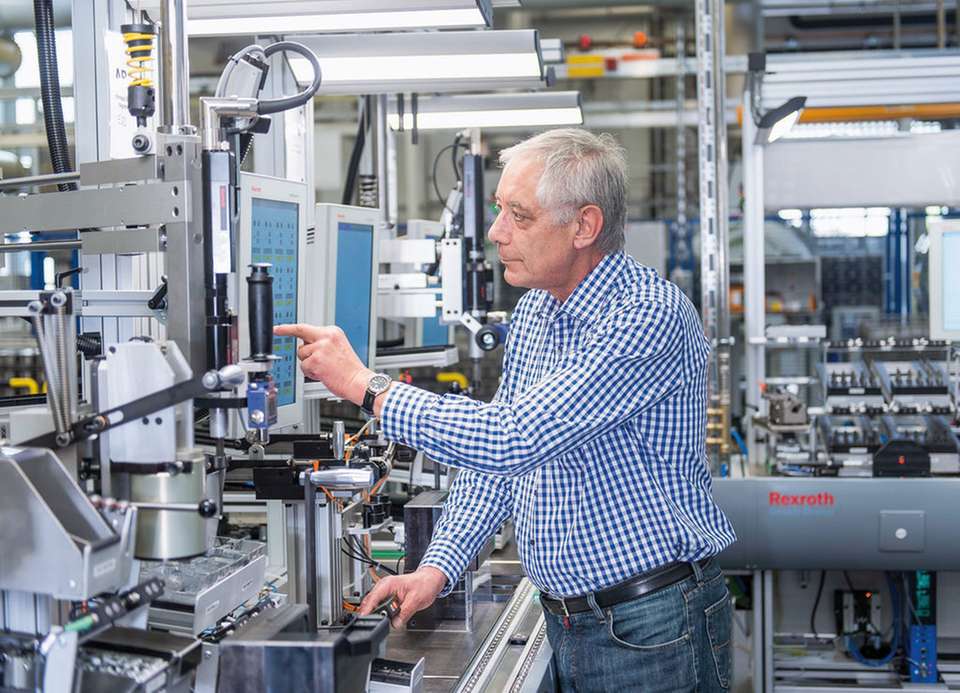
Die Mitarbeiter werden dabei von der Technik nicht ersetzt, sondern unterstützt. So zeigt an jeder einzelnen Arbeitsstation ein Monitor an, was genau für die aktuelle Produktvariante zu tun ist. Müssen bestimmte Kleinteile eingesetzt werden, dann leuchten grüne Lämpchen an den Fächern auf, in denen sich die jeweiligen Teile befinden. „Wir nennen das Pick-to-Light“, erklärt Möller. „Der Mitarbeiter erhält einen Hinweis, wo er hineingreifen muss. Sollte er ins falsche Fach greifen, dann wird das vom System erkannt und der Prozess umgehend angehalten.“ Am Ende jeder Station quittiert der Mitarbeiter per Knopfdruck, dass es weitergehen kann. Auf diese Weise können mit dem System auch kleine Stückzahlen gefertigt werden – die durchschnittliche Losgröße liegt bei den Hydraulikventilen bei gerade einmal 30. Kommt eine neue Produktvariante an die Reihe, so müssen innerhalb der einzelnen Familien zumeist nicht einmal die bereitgestellten Kleinteile ausgewechselt werden. Nur wenn die Fertigung einer anderen Produktfamilie ansteht, werden einzelne Regale von hinten aus der U-Anordnung herausgezogen und auf Rollwagen abtransportiert. Die neuen Regale mit den familienspezifischen Teilen können anschließend in die freien Regalschächte eingeschoben werden.
Bessere Auslastung
„Das Hauptziel unserer Multiproduktlinie besteht darin, auch kleine Stückzahlen bis hin zu Einzelanfertigungen wirtschaftlich produzieren zu können“, berichtet Frank Hess, der technische Leiter des Werks von Bosch Rexroth in Homburg. „Denn je nach Anwendungsfall variieren die Anforderungen an die Ventile stark – bei einem kleinen Weinbergschlepper sind sie ganz anders als bei großen 400-PSHightech-Traktoren.“ Hinzu kommt, dass die Traktoren eine lange Gebrauchsdauer von durchschnittlich 18 Jahren haben. „Die daraus folgende Verpflichtung zur Nachlieferung von Ersatzteilen können wir mit unserer agilen, flexiblen Lösung in der Produktion jetzt in kürzester Zeit und zu wirtschaftlichen Bedingungen erfüllen“, sagt Hess. „Denn durch die zentrale, webbasierte Steuerung können wir die Multiproduktlinie immer am optimalen Betriebspunkt laufen lassen und so die Maschinen besser auslasten.“ Auch für die Mitarbeiter bringt das Vorteile. Indem sie einen kompletten Produktionsprozess bearbeiten, bietet ihre Tätigkeit mehr Abwechslung. Außerdem erkennt die Fertigungslinie über Bluetooth, wo genau sich welcher Mitarbeiter gerade befindet. Dadurch können beispielsweise die Arbeitsanweisungen auf den Monitoren ganz spezifisch für den Mitarbeiter angezeigt werden – erfahrene Mitarbeiter bekommen weniger Details als Neulinge, und die Anweisungen können sogar in der jeweiligen Muttersprache des Mitarbeiters angezeigt werden. Die Möglichkeiten, ein optimales Arbeitsumfeld zu bieten, sind vielfältig. So kann sich auch je nach Mitarbeiterwunsch die LED-Beleuchtung an den Arbeitsstationen automatisch heller oder dunkler einstellen. Tritt beispielsweise ein älterer Mitarbeiter an die Station, der helles Licht wünscht, leuchten die LEDs auf; kommt anschließend eine jüngere Mitarbeiterin, die das Licht als zu grell empfindet, dimmen sie sich wieder herunter.
Der Mensch im Mittelpunkt – das hat sich auch Johann Soder auf die Fahnen geschrieben, wenn es um Industrie 4.0 geht. Soder ist der für Technik zuständige Geschäftsführer des Familienunternehmens SEW Eurodrive, das Antriebstechnik wie beispielsweise Elektromotoren und Getriebe für Industrieanwendungen von der Getränkeabfüllanlage bis zum Automobilwerk herstellt. „Entgegen vielen Befürchtungen bleibt in Industrie 4.0 der Mensch die wichtigste und entscheidende Ressource im Produktionsprozess“, meint Soder. „Der Mensch wird zum Dirigenten der Wertschöpfung. Die intelligente Technik unterstützt ihn lediglich dabei.“
Fabrik in der Fabrik
Was er damit meint, wird in der Fabrik von SEW Eurodrive im nordbadischen Graben-Neudorf seit Mitte 2014 gelebt. Auf sechs Montageinseln fertigt das Unternehmen Getriebe für Elektromotoren in den unterschiedlichsten Varianten – zum Beispiel Stirnradgetriebe, Kegelgetriebe und Schneckengetriebe. Auch hier sind die Stückzahlen niedrig, mitunter werden sogar Einzelstücke gefertigt. „Unsere Vertriebsleute konfigurieren aus unserem Baukasten den jeweils zu produzierenden Kundenauftrag“, berichtet Soder. „Ein Dirigent, der die Feinsteuerung macht, entscheidet dann, auf welcher Montageinsel und in welcher Montagezelle der Auftrag am besten ausgeführt werden kann.“ Die Montagezellen sind dabei als Fabrik in der Fabrik zu verstehen, Ziel ist die Segmentierung der Verantwortung in dezentrale Einheiten. Der Kundenauftrag kommt als verschlüsselter Datensatz an und wird mit einem Montageassistenten und einem Logistikassistenten verheiratet. „Wir haben diese Assistenten gemeinsam mit unseren Mitarbeitern entwickelt“, betont Soder. Der Montageassistent leitet den Mitarbeiter durch den Produktionsprozess: Ähnlich wie bei Bosch Rexroth im Homburger Werk zeigen auch hier Anweisungen auf Touchscreens und ein „Pick-to-Light“-System, welches Zahnrad beispielsweise gerade in das Getriebe einzubauen ist. Der Mitarbeiter setzt das Werkstück dann entsprechend zusammen. Während die Gleichteile – also Kleinteile, die für jede Produktvariante benötigt werden – stets auf den Montageinseln verfügbar sind, holen die Logistikassistenten auftragsspezifische Bauteile aus Hochregallagern zu den Montagezellen.
Das Ergebnis ist ein Quantensprung in der Produktivität: Nach Angaben des Technik-Geschäftsführers ist diese auf den nach Industrie 4.0 ausgelegten Montageinseln um 25 bis 30 Prozent gestiegen. Gleichzeitig sank die Fehlerrate weiter. Voraussetzung war allerdings, dass bereits im Vorfeld der Produktionsprozess so einfach wie nur möglich angelegt war. „Das ganze System funktioniert nur, weil wir einen ohnehin schon schlanken Produktionsprozess mit einer intelligenten Automatisierung angereichert haben. Denn sonst wäre die Komplexität nur schwer beherrschbar“, berichtet Soder. Und er ist überzeugt: „Die Menschen sind dabei die Gewinner. Sie erfahren ihre Arbeit als sinnstiftend, weil sie bei ihrer täglichen Arbeit nicht nur einige wenige Handgriffe machen, sondern in einen kompletten Produktionsprozess eingebunden sind.“
Mensch und Technik
Die beiden Beispiele zeigen: Industrie 4.0 bedeutet keinesfalls menschenleere Fabrikhallen. Sie ist vielmehr der Schlüssel zu einer neuen Zusammenarbeit von Mensch und Technik. In einer Fabrik nach Industrie-4.0-Standard gibt es keine starren Materialflüsse mehr. Die Produktion ist aufgeteilt in lose und agile Prozessmodule mit dezentraler Verantwortung, unterstützt von mobilen Assistenzsystemen, die jederzeit den aktuellen Produktionsstatus kennen und die direkt über das Internet mit dem Kundenauftrag verknüpft sind. Auf diese Weise können die Fabriken der Zukunft eine größere Variantenvielfalt effizienter, wirtschaftlicher und weitgehend fehlerfrei produzieren – egal, ob es sich um ein Hydraulikmodul, einen Getriebemotor oder irgendein anderes Produkt handelt.