Mit ihren zahlreich zu verbauenden Kunststoff- und Elektronikkomponenten, der hohen Produktionskapazitäten und Zykluszeiten ist der Bau von Produktionslinien in der Automobilindustrie durchaus eine komplexe Aufgabe. Zum Beispiel besteht eine der vom Sondermaschinenhersteller M.A.i. zuletzt umgesetzten Anlagen aus einem umlaufenden Werkstückträger-Transportsystem, das in einer 30 m langen Fertigungslinie mit drei Modulen und einer 48 m langen Fertigungslinie mit fünf Modulen integriert ist. Zu der Anlage gehören außer den 15 Handarbeitsplätzen, noch automatisierte Handhabungs- und Montagestationen sowie drei Montage-Rundschalttische mit jeweils sechs Stationen. Letztere werden von Industrierobotern bedient. Einige der Montagestationen sowie einer der drei Montage-Rundschalttische sind unter anderem zum Fügen und Verbinden unterschiedlicher Stromschienen und Sicherungen ausgerüstet.
Um die Forderungen des Endkunden, wie hohe elektrische Leitfähigkeit, prozesssicheres Fügen metallischer Bauteile zur Baugruppe Stromschiene, lückenlose Überwachung und Dokumentation der Verbindungen, dauerleistungsfähige Komponenten und zuverlässige Ersatzversorgung, erfüllen zu können, besprachen sich die Entwickler und Konstrukteure von M.A.i. mit den Anwendungsingenieuren von Tox Pressotechnik.
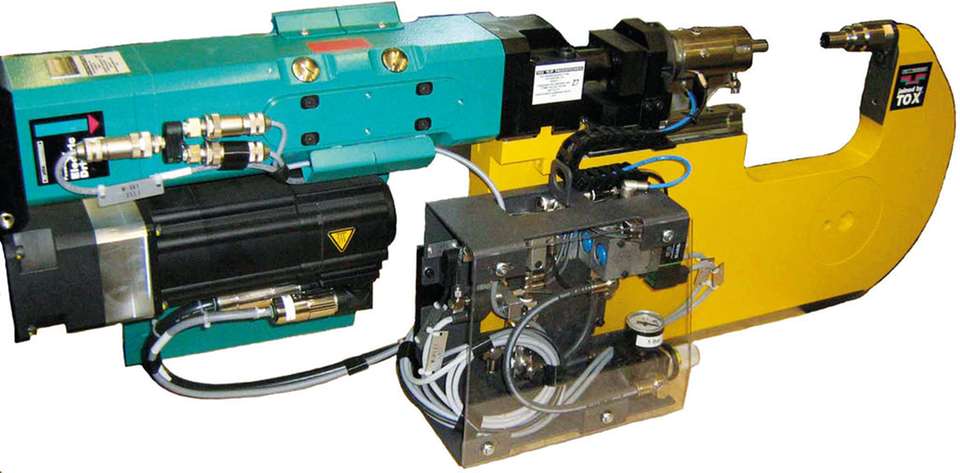
In der Produktionslinie sind insgesamt zehn Stationen zum Verbinden der Blechteile aufgebaut. Die einzelnen Fügeprozess-Stationen bestehen alle aus ein und denselben Standard-Komponenten des Tox-Baukastens. Als Grundgeräte sind Roboterzangen vom Typ TZ im Einsatz. Diese wiederum sind mit elektromechanischen Servoantrieben EPMR zur Erzeugung der Presskräfte zum Clinchen ausgestattet. Die Maschinenzangen für die einzelnen Stationen weisen eine Ausladung von 150 mm und eine Öffnung zwischen den Werkzeugen Stempel und Matrize von 95 mm auf. Die hier verbauten elektromechanischen Servoantriebe erzeugen bis zu 55 kN Presskraft. In allen Füge-/Clinchstationen sind die Maschinenzangen mit der Software des Presstechnik-Unternehmens ausgestattet, die beim Clinchen alle relevanten Prozessparameter überwacht und registriert. Mit der Herstellung und Lieferung der einbaufertigen Zangen zum Verbinden der Blechbauteile erhielten der Anlagenbauer M.A.i. und der Anwender aus einer Hand prozesstechnische Komplettlösungen, die lediglich noch mechanisch adaptiert und steuerungstechnisch integriert werden mussten.