Jedes Maschinenbauunternehmen hat eine ganze Reihe Disziplinen, in denen die eigene Kompetenz die Qualität der Maschinen und Produkte maßgeblich bestimmt. Durch diese Kernkompetenzen baut der Maschinenbauer seinen Technikvorsprung aus und sichert sich langfristig Wettbewerbsvorteile. Um Freiraum zu bekommen, sich auf die Ausarbeitung dieser Alleinstellungsmerkmale zu konzentrieren, sollten Basisaufgaben und Funktionen durch vorgedachte Software-Lösungen aus einem Technikbaukasten genutzt werden wie der Application-Software-Toolbox Fast von Lenze. Engineeringzeiten lassen sich damit gravierend reduzieren, was auch einen Kostenvorteil bringt. Dass mit standardisierten Softwaremodulen nicht nur Basisfunktionen schneller und sicherer programmiert, sondern auch Prozesse verbessert werden können, zeigt das Beispiel des Intelligenten Querschneiders von Lenze. Die Steuerungssoftware sorgt für ein besseres Schnittergebnis, ohne dabei Mehrkosten auf Hardwareseite zu verursachen. Basis für diese Funktionserweiterung war eine systematische Analyse des Schneid-Prozesses.
Aufbau eines Querschneiders
Bei einem Querschneider befinden sich zwei Messerwalzen oberhalb und unterhalb des Materials. Das Schnittgut wird mit Förderbändern zur Messerwalze transportiert, wobei Geschwindigkeit wie auch die Schnittlängen variieren können. Als Querschneiden benennt man also den Prozess, bei dem ein Endlosmaterial von einer Schneidvorrichtung quer zerteilt oder perforiert wird.
Es gibt verschiedene Arten von Konstruktionen: Haumesser zerteilen beispielsweise Fisch oder Fleisch, Folien, Papiere oder Drähte werden häufig mit Messern zerteilt, die auf Walzen befestigt sind. Ist die Schrittlänge variabel, muss die Messerwalze zwischen den Schnittphasen verlangsamt oder beschleunigt werden, um eine synchrone Bewegung im Bereich des Schnittwinkels zu erreichen. Die Messerwalze läuft, abhängig von der eingestellten Schnittlänge und bezogen auf den Messerflugkreis vorübergehend asychron zu dem zu schneidenden Material.
Die Anforderungen an die Schnitttechnik sind abhängig von der jeweiligen Anwendung. Beim Schneiden von Wurstwaren ist es wichtig, dass die Dicke der letzten Scheibe das Mindergewicht der Verpackung aufs Gramm genau erreicht. Jede Schnittbreite wird deswegen variabel durchgeführt, die Schnittberechnung erfolgt online. Bei Papiererzeugnissen oder Drahtstiften hingegen werden oft absolute Angaben im Bereich von einem zehntel Millimeter genannt. Ein Technikmodul berechnet dabei die Schnittbahn in Echtzeit.
Schneidetechnik
Die Güte der Bahntreue ist wesentlich für das Schnittergebnis. Schwingt der Antrieb, reißt das Material, der Schnitt wird unsauber und ungenau. Hier kann eine gute Drehmoment-Vorsteuerung die Genauigkeit verbessern. Dafür werden die benötigten Drehmomente zu den Werten addiert, die der Regler aufgrund des Drehzahlfehlers ausgibt. Dies ist vergleichbar mit dem Verhalten eines Autofahrers, der an der Basis einen Berges Gas gibt, bevor die Steigung sein Auto verlangsamt.
Die wissenschaftliche Methode, ein Drehmoment für eine Vorsteuerung zu generieren, basiert auf einem modellbasierten Ansatz. Dafür wird ein mechanisches Modell erstellt und die Verläufe von Beschleunigungskräften, Reibkräften und die Schnittkräfte addiert. Die Berechnung der aus der Massenträgheit resultierenden Kräfte ist einfach: Die Reibung wird mit zwei Parametern nachgebildet; und der konstante Coulomb-Anteil und ein geschwindigkeitsproportionaler viskoser Anteil werden messtechnisch ermittelt. Deutlich aufwendiger gestaltet sich die Modellierung des Schneidens. Die wichtigsten Einflussgrößen auf die Kraft sind die Eigenschaften des Schneidwerkzeugs zum Beispiel Schärfe und Schnittwinkel sowie die des Schnittgutes wie Dicke, Zugfestigkeit und Härte. Darüber hinaus spielt die Geschwindigkeit eine wesentliche Rolle.
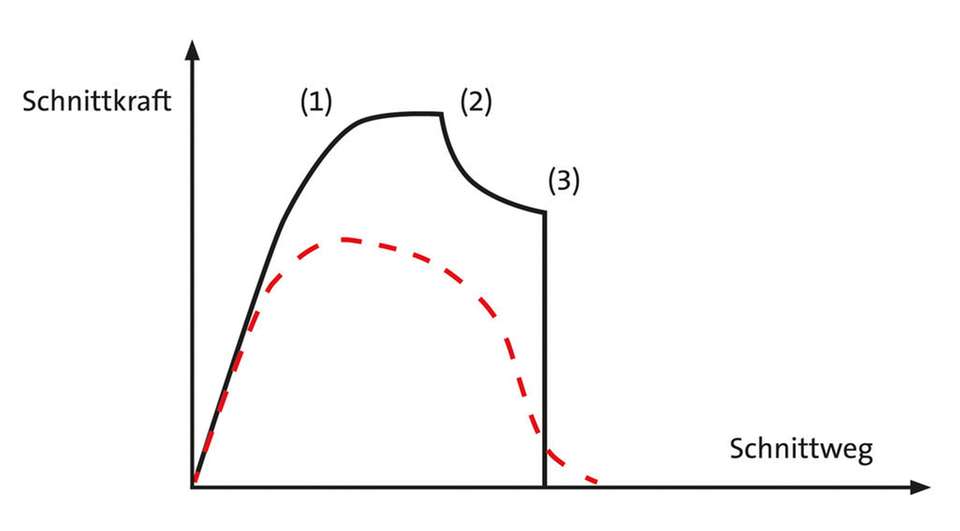
Der Schnittprozess ist relativ kurz und es ergibt sich keine stationäre Kraft. Modelle für Kraftberechnung, wie sie vom Fräsen bekannt sind, lassen sich nicht anwenden, da sich kein stationärer Zustand einstellt. Die Schnittkraft kann auch nicht über die Verformungsenergie bestimmt werden, denn es gelingt nicht, den Kraftverlauf auf diese Weise hinreichend genau vorherzusehen. Harte Materialien wie Stahldraht benötigen eine Mindestkraft, die dann schlagartig abgebaut wird, weiche Materialen dagegen weisen einen vergleichsweise stetigen Kraftverlauf auf. Dieses Knipsen kennt man auch vom Seitenschneider.
Der zweite Kraftverlauf zeigt das Zertrennen einzelner Fasern. Er ist typisch für weiches oder faseriges Material und langsame Schnittgeschwindigkeit. Der Kraftverlauf ist stetig und kann sinusförmig ausfallen. Jedoch gibt es keine sichere Vorhersage für den tatsächlichen Schnittkraftverlauf. Selbst mit viel Erfahrung wird ohne Messung selten eine Genauigkeit von mehr als 70 Prozent erreicht. Die Untersuchungen des Schnittkraftverlaufs haben aber gezeigt, dass es zwischen den Schnitten nur geringfügig Veränderungen gibt. Der Prozess hat eine hohe Wiederholgenauigkeit, der zweite Schnitt ist ebenso ungenau wie der erste. Das ist eine gute Eigenschaft für die Verwendung einer messtechnisch ermittelten Vorsteuerung.
Lernende Verfahren
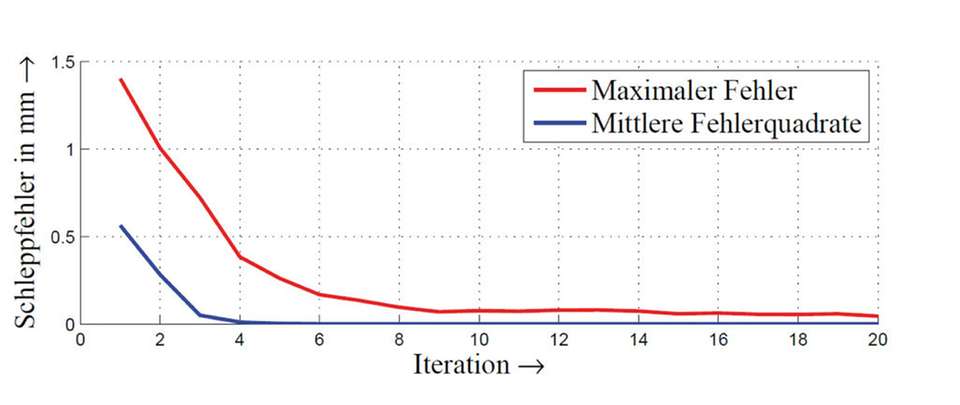
Ein Mensch würde versuchen, sich die Kraft für einen Schnitt zu merken und danach mit entsprechend mehr oder weniger Kraft ans Werk gehen. Ein solches Lernverhalten lässt sich auch programmieren. Es wird Iterativ Learning Control (ILC) genannt. Dabei wird bei einem periodischen Vorgang ein Signal erfasst und in den folgenden Perioden vorgesteuert. Das Verfahren ist für periodische, schlecht modellierbare Prozesse geeignet. Das Lernen erfolgt am besten in mehreren Schritten. So werden Fehler, die lediglich bei einem einzigen Schnitt auftreten, nicht überbewertet.
Wenn ein Bahnfehler auftritt, alle Einflussgrößen konstant gehalten. Der Schnitt wird stetig wiederholt und die Bahnabweichung gemessen. Bei jeder Iteration wird die Vorsteuerung präziser ausgeführt. Der Schnittfehler sinkt auf weniger als 10 Prozent des Ursprungfehlers. Mit ILC ist es gelungen, die Genauigkeit des Querschneideprozesses bis an die Grenze der Wiederholgenauigkeit zu bringen. Somit wird der Schnittprozess durch Verwenden eines Moduls materialunabhängig ohne Aufwand oder Kosten nachhaltig verbessert.
Intelligenz mit vorgedachten Lösungen
Mit vorgedachten Lösungen lassen sich nicht nur Grundfunktionen von Maschinen realisieren. Auch komplexe Applikationen, wie das Querschneiden, können standardisiert werden. Durch den Einsatz intelligenter Verfahren aus dem Bereich der Regelungstechnik lassen sich zudem die Qualität des Verarbeitungsprozesses und die Geschwindigkeit einer Maschine verbessern. Mit standardisierten Modulen wie Lenze Fast werden Entwicklungs- und Inbetriebnahmezeiten verkürzt und die Qualität der Maschinensoftware verbessert. So bleibt dem Maschinenbauer mehr Zeit für das Wesentliche, nämlich den Ausbau des eigenen Technikvorsprungs.